电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电泳电源 - 第1页
电泳涂漆用电泳电源
发布 : 涂装助手 | 分类 : 电泳设备_小型电泳设备 | 评论 : 0人 | 浏览 : 1414次

本公司提供电泳涂漆用电泳电源今天来介绍一下电泳涂漆用电泳电源的一般设计要求型号为:KGDY-300A/230V电泳涂漆用晶闸管整流电源。主要技术参数如下:(1)额定交流输入电压3Φ380V±10%50Hz(2)额定交流输入电流 188A(3)额定交流输入电压 230V(4)额定直流输出电流 300A(5)直流电电压输出范围 100—230V(6)整流线路三相全控桥式(7)调压方式:晶闸管调压(8)每次工件最大电泳面积≤15m2
电泳电源配置
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1294次
电泳电源简单的讲电泳电源是电泳设备必不可少的核心设备,电泳过程通过电泳电源加电实现。电泳电源广泛应用于汽车、铝型材以及金属材料的阳、阴极电泳涂装,具有涂层均匀、附着力强,漆膜的厚度容易控制等优点。电泳电源具有如下特点:●具有自动稳定电压与软起动的功能,可避免大电流冲击;波纹≤4%,稳压精度±1%。●具有稳压限流的功能,整流器在稳压状态下工作时,若因负载变化使负载电流超过10%时,整流器自动处于限流状态;●具有高可靠的过流、短路保护功能,当负载电流超过额定值的50%时,本机会自动封锁输出脉冲,动作时间10ms并保持到关机;●具有缺相保护功能;●采用电脑标准化设计、箱体喷塑,即防腐又美观。●本机更人性化设计集成了加温温控系统。注意:★防止涂膜不均,选择电
电泳电源电气装置
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1345次
电气装置整流器的正极接在槽子的阳电极上,整流器的阴极接在阴电极上。阳极涂料在通电时被阳极所吸引;而阴极涂料被阴极所吸引。为了得到所希望的涂料移动,电泳涂装中将工件作为一个电极,而将置于槽边的金属极作为另一个电极,电流从整流器中经过电极、涂料向工件流动再回到整流器。典型的电沉积成膜需要120秒时间,涂料的供应商会提供它们的产品的成膜时间的参数。在电泳工艺中使工件带电的方式有二种:在入槽前已带电;在入槽后再带电。入槽前已带电的方式有产生条纹的危险,所以在系统设计中要减少这种涂膜的缺陷。入槽后再带电的方式能消除上述这类缺陷,但是它的单轨系统需要使用较长、较大的电泳槽来达到120秒最小的成膜时间。为了达到最佳的结果,常常使用双区供电方式。第一区的处理时间为60秒,电压为200
电泳涂装生产线供电系统
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1564次
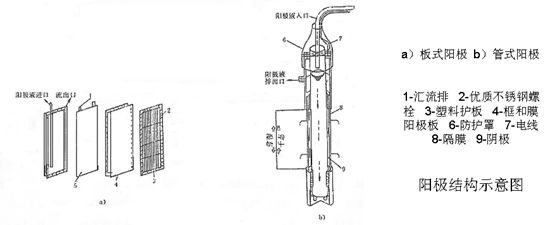
电泳涂装生产线供电系统该系统包括直流电源,电极及板罩,极液循环系统等。1、电泳涂装直流电源,直流电源由整流管供给,供车身的阴极电泳的直流电源电压应能在(0~500)V之间可调,泳涂零部件的电压可适当低一些(0~400)V。直流电要经滤波,电压脉冲幅度不能超过平均直流电压的5%,在满负荷情况下电压脉动率要小于5%。对于连续通过式的电泳涂装为了降低入槽段的电流密度,避免过于激烈的电解反应发生,提高涂膜外观质量,入槽段应采用低电压:为了提高被涂物内腔的泳透力,在电泳过程中需采用高电压。所以,多个整流柜,多段电压供电方式已在电泳涂装中经常使用。2、在阴极电泳涂装场合的阳极在阴极电泳涂装场合,阴极和阳极的面积之比为4:1~5:1。阳极沿
电泳涂装设备中整流器的选择
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1463次

电泳涂装是将被涂物(工件)浸渍在水性涂料中作为一个电极(阳极或阴极),另设一个与之相对应的电极(阴极或阳极),在两极之间施加一直流电场,靠电场所产生的物理化学作用,使涂料粒子均匀地涂布在工件表面上的涂装方法。这是一种先进的、现代的涂装新技术。依据电泳涂装的工作原理,整流器即直流电源,是电泳涂装设备中关键的配套设备,没有直流电源就谈不上电泳。适当选择直流电源的容量,可明显提高电泳涂装设备的性价比。如果电源容量选择过大,会提高设备的制造成本,提高设备的装机功率,造成浪费。反之,则使整条生产线得不到充分利用,生产效率无法提高。如有大件需上线涂装,电泳电流过大,造成直流电源过流保护,不能正常生产。所以在设计电泳涂装设备工作中,直流电源的选择显得格外重要。1、选择依据直流电源的主要特性和参数要完全满足
阴极电泳用直流电源和阳极系统
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1499次
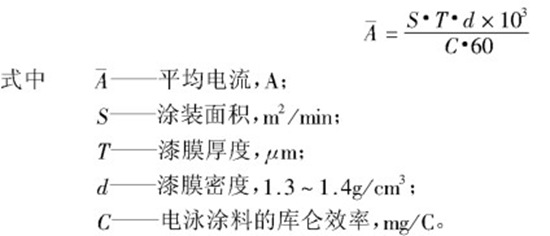
阴极电泳用直流电源和阳极系统直流电源由整流器供给,供车身的阴极电泳的直流电源电压应能在0-400V之间可调,泳涂零部件的电压可适当低一些(0-300V)。直流电要经滤波,电压脉冲幅度不能超过平均直流电的5%,在满负荷情况下电压脉动率要小于5%。电流一般与涂装面积及涂料的库仑效率有关,电泳平均电流强度可按下式计算。实际电流要在此平均电流基础上乘个系数k。一般对于连续式涂装k为1.5-2;步进式全浸没通电,软启动k为2-3。如无软启动,则脉冲电流很大〔k为4,一般不采用)系统设计时要考虑电流余量备有发展余地。还有经验数据每平方米泳涂面积的电流强度为10-20A。PPG公司介绍其Uni-Primer厚膜阴极电泳底漆的电消耗大约为2.2-2.6A·h/100平
电泳设备之直流电泳电源和阳极系统简介
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1378次
电泳设备之直流电泳电源和阳极系统简介,直流电泳电源由整流器供给,供车身的阴极电泳的直流电源电压应能在0~400V之间可调,泳涂零部件的电压可适当低一些(0~300V)。直流电需经滤波,电压脉冲同谋不能超过平均直流电的5%,在满负荷情况下电压脉动率要小于5%。电流一般与涂装面积及涂料的库仑效率有关,电泳平均电流强度可按下式计算。式中,A——平均电流,A;S——涂装面积,m2/min;T——漆膜厚度,μm;d——漆膜密度,1.3~1.4g/cm3C——电泳涂料的库仑效率,mg/C实际电流要在此平均
电泳电源简介中英对照版
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1075次
PowerSupplies-电源:Rectifiersshouldbecapableofvoltageadjustmentbetween0-500volts.Operatinghistoryhasshownapowerconsumptionofapproximately2.5amphours/100ftforcurrentelectrocoatproducts.Systemdesignshouldincludeanallowanceforanadditional50%amperagetoprovideforfuturedevelopments.Averagecurrentrequirementsfo
行业排行
热门文章