电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电镀技术 - 第1页
电泳粗糙度对水性紧凑型工艺的影响分析
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1450次
电泳粗糙度对水性紧凑型工艺的影响分析1 前言传统3C2B工艺中每一个工艺步骤均是经过长期的应用验证,确保工艺的合理性,但是其缺点也相当明显,它存在涂装生产线过长,是以高运行成本为代价来实现最大的工艺可靠性及满足产品所有质量要求。而水性紧凑型工艺是在传统工艺上取消了中涂层及中涂烘干,取消了在中涂层所投入的设备、人工及能源,实现了缩短工艺流程、降低污染排放、节约能源的目的。随着国家对环保的日益重视,节能减排绿色制造已经深入人心,水性紧凑型工艺技术以其显著的优点,被越来越多的汽车企业采用,如宝马、大众、江淮、雪铁龙、通用等均已采用此类工艺技术。水性紧凑型工艺因取消中涂层,缺少中涂层的填充功能,要保证良好的面漆外观质量,就需要对电泳底层的外观质量进行控制。本文就电泳涂层的粗糙度对面
电镀零件磨光技术及工艺条件
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1284次
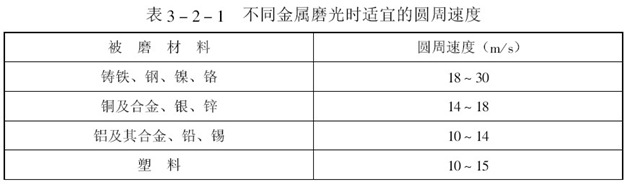
系利用磨光轮上磨料的尖锐棱角切削零件表面,以达到去锈皮和整平零件表面的目的。磨光的目的是为了保证通过打磨后,使基体金属达到规定的粗糙度标准。如标准规定电镀后表面粗糙度标准为Ra>0.02-0.04um,因此,打磨后的基体金属表面粗糙度必须保证Ra在0.08-0.32um之间,才能达到要求。如表面绣斑较为严重的凹凸不平零件基体,一般先用80#-100#-120$-140#粗砂轮进行初步打磨,再进一步用细砂轮磨光,最后用160#-180#-200#-220#-240#砂粒加黄油进行磨光,方可达到上述粗糙度要求。实际生产中,可根据金属制品粗糙程度和所要求的表面粗糙度,选定不同粗细砂磨和打几道工序为好。电镀预处理研磨通常使用120#-280#磨料。如制品很粗,可先用比120#更
电镀技术的分类和应用
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1296次
电沉积或电结晶属于应用电化学的一个分支。若从工程应用的观点,是通过研发和产品设计以利用这种技术来获取镀覆层或改善基体材料的表面而使之具备更为优良的工程特性。80年代以后,国际上采用和流行了“表面工程”一词,用以概括目前工程上名目繁多的表面优化型的工艺领域,以希冀能将这些不同的工程手段置入完整的设计、制造、运行的统一的生产序列之中。这种概括实际上也显示表面问题在工程设计和产品使用及维护的整个过程中具有无可置疑的重要性,反映了近一个世纪以来生产和运行经验和事故教训的总结。无数次的个案已经反复证明,现代化产品的性能、质量和使用安全都与材料表面的状态息息相关。忽视表面问题将造成无法弥补的后果。并且,表面的质量要求与工作中的行为必须从一开始进行
电镀技术简介
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1559次
自从人类从石器时代进入铜器和铁器时代,表面防腐和镀饰的需要便伴随而生。铁器炼铸和加工技术的进步,使铁制器件的性能不断提高。然而,易锈的表面和迅速晦暗的外观,自然会迫使人们去寻找表面改性的良方。中华文明在其漫长的发展过程中对于使用金属及其表面的涂镀和修饰工艺做出了杰出的贡献。历年的考古发现证明了我国古代在这方面的许多伟大发明。发掘出的文物不仅反映出先民早期的创造和发现,而且证明已有许多工艺实际上在历史的长河中通过代代相传、沿袭使用并从而不断地有所发展。在武器、器皿等的涂镀和修饰方面,其工艺的精湛与应用的广泛,领先于国外数百年而有的甚至领先近两千年。考古发掘表明,我国早在六千年前已发现铜,而在五千年前的新石器时代就已有红铜器物
行业排行
热门文章