电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电镀槽 - 第1页
电镀槽常用槽体的材料(二)
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 2387次

七、硬聚氯乙烯塑料硬聚氯乙烯塑料是当今产量最大,应用最广的热塑性塑料之一。由于聚氯乙烯塑料耐腐蚀性好,因此大量用来制作板材、管材、槽体和各种污水处理及废气处理设备。聚氯乙烯的价格比较便宜,经常用来代替钢材和不锈钢使用,具有较大的经济价值。(一)物理性能硬聚氯乙烯塑料的密度为1.4X103kg/m3~1.6×103kg/m3,其重量只有碳钢的1/5,使设备重量大大减轻,对加工制造和运输安装均带来方便。其马丁耐热度为65℃,在此温度材料明显变形,实际上一般使用温度在50℃~10℃之间。硬聚氯乙烯的导热性较差,导热系数入为0.139W/(m·K)~0.151W/(m·K),是普通碳钢的1/400~1/500。其线膨胀系数a较大,约为5×10-5/K~6×10-5/K,是普
电镀槽常用槽体的材料(一)
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1822次
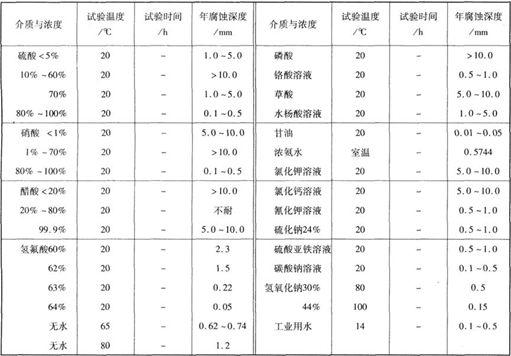
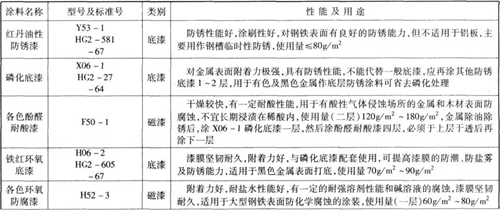
一、选择材料的原则(一)满足工艺条件要求根据溶液成分、浓度和温度选择适当的材料。材料必须耐所装溶液的腐蚀,不污染溶液。一般地说,温度增高使腐蚀速度加快;不同的浓度,腐蚀速度也不一样。(二)价格低、来源广选材应注意降低成本,因地制宜。目前聚氯乙烯塑料、化工陶瓷、碳钢、玻璃钢的成本较低,来源较广;镍铬不锈钢等较贵;钛的价格贵,但国内资源丰富;镍和橡胶应尽量不用。(三)施工方便选材时应注意施工方便,有的材料耐腐蚀性能很好,但施工条件苛刻或难以施工,不宜选用。(四)适应生产特点选材应与生产特点相适应,处理重型零部件、盛装剧毒溶液或贵重溶液以及需要经常移动的设备,不宜选用脆性较大的材料制作。要同时满足上述要求是较困难的,只能综合比较,因地制
电镀槽液超声波强化搅拌与清洗
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1405次
在电镀加工的各种槽液中使用超声波设备,不是单纯的为了搅拌目的,而更主要的是为了强化除油、除垢和清除表层氧化膜等表面净化过程,促进电镀过程的电化学反应,以实现常规电镀和清洗方法所不能达到的目的。超声波应用于清洗的原理是将超声波发生器发出的高频振荡信号,通过换能器(通常称为振子)转换成高频机械振荡而传播到介质——清洗溶液中,超声波在清洗液中疏密相间地向前辐射,促使液体流动而产生数以万计的微小气泡,存在于液体中的微小气泡(空化核)在声场的作用下剧烈振动,当声压的峰值大于大气压力时,便会发生空化。空化现象是超声波在电镀和清洗等槽液中所利用的主要效应。大量气泡迅速增大又突然崩裂,在气泡崩裂时所产生的强烈冲击波,在其周围产生上千个大气压力,破坏不溶性污物而使其分散于清洗液中,当固体粒子被油污包裹而
电镀槽机械搅拌或溶液循环搅拌方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1555次

机械搅拌在电镀槽中应用比较普遍。如阴极移动装置,其作用在于利用工件的摆动来除去吸附在其表面的气泡和均匀溶液浓度,同时也能随时改变与阳极间的相对位置,消除不良影响;进行复合镀层电镀的槽液混合有一定比例的固体颗粒,电镀时需要这些固体颗粒均匀地悬浮于溶液中,也要依靠机械搅拌来达到目的。此外,采用溶液连续循环过滤,加大溶液循环流量,或者单独用水泵使溶液强制循环,也能达到机械搅拌的目的。阴极电泳涂漆槽既需要搅拌也要求连续过滤,一般配备过滤机来满足要求。镀槽阴极移动装置是最常见的镀槽附属装置。一般分为阴极杆水平纵向(或横向)移动和垂直上下升降两类。通常以阴极杆水平纵向或横向移动的机构较为多见,效果较好。阴极杆水平纵向移动的机构由电动机、减速器、偏心连杆机构和滑动机构组成。阴极杆移动往复次数
电镀槽液空气搅拌方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 2185次
搅拌电镀槽液的目的,是为了让槽内各部位溶液的温度均匀,工件周围溶液成分能不断得到更新,以保持其最佳的电流密度和沉积速度;对除油槽液实施搅拌,是要将工件表面附着的脏物和皂化、乳化了的油脂冲散到槽液中去,及时加以清除,以改善除油效果。空气搅拌这是最普遍和最简单的一种溶液搅拌方法,能十分均匀地搅拌溶液。所用的空气必须是经过过滤的无油压缩空气,由于空气搅拌对溶液的翻动较大,对有些镀种难免使阳极泥渣移向阴极并附在上面,使镀层表面产生毛刺,因此这些溶液须经常过滤,最好配用连续过滤。压缩空气搅拌管可用钢管、铅管或硬聚氯乙烯塑料管制成,一般在槽底部分为-水平直管,空气由槽口进入向下弯曲至槽底,在水平管上钻函3的两排小孔,孔向上斜开,两排孔中心线互成900,使压缩空气喷出后成为两个斜
镀槽导电装置
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1282次

镀槽的阴极和阳极导电杆,一般是用黄铜棒、黄铜管或紫铜管制做。陕西宝鸡有色金属加工厂开发生产的钛包铜和不锈钢包铜棒料和扁料面市以后,一些大型镀槽和直线电镀线上的长镀槽已开始采用钛包铜和不锈钢包铜的长方形扁料作为阴极和阳极导电杆,以增强导电杆的刚性,装挂较重工件后不易变形。采用钛包铜和不锈钢包铜的长方形扁料作阴极和阳极导电杆,由于其两侧面都是平行面,有利于挂具吊钩和阳极挂钩于垂直平面保持良好的电接触,不致因晃动造成挂具断电而发生漏镀现象。阴极和阳极导电杆与电镀电源的连接,一般是从电源设备的正、负接线端子用导电紫铜排或软电缆连接到镀槽一端或两端的导电支座上。导电支座安装在槽沿上并与槽体保持良好的热、电绝缘。有效的热绝缘对塑料槽体犹为重要,往往会因导电杆与导电支座接触不良而引起槽沿变形和损伤,
电镀槽液的水套加热方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1254次
用水套加热的槽子结构比较复杂,热效率不高,多用于钢槽衬铅的槽子。在个别情况下,温度不高的槽子也可用软聚氯乙烯塑料槽用水套加温(如氢氟酸、硝酸混合溶液槽可用软聚氯乙烯塑料槽套衬在框架中或多孔的钢槽中,再用蛇形管在水套内加热);此外,耐酸陶瓷槽或钢槽贴衬玻璃钢也有用水套加热的。水套可用蒸汽蛇形管或蒸汽喷管加热。当用蒸汽喷管加热时,蒸汽压力应用减压阀减至0.07MPa。水套上部应有溢流口,其溢水管径应比冷水进入管径大一倍。用蛇形管在水套内加热溶液时,蛇形管所需长度可近似地按高温溶液槽计算,并适当增大传热面积。
电镀槽液的冷却方式
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1336次
槽液的冷却方式有:槽内冷却管冷却、槽外换热器冷却和临时性措施冷却。这里主要介绍普遍使用的槽内冷却管冷却方式及有关计算方法。冷却管冷却的优点是结构简单、容易制造安装、不需要专门的换热器及溶液循环水泵。其缺点是占用了槽子内部空间,影响装载量,由于槽液接近静止状态,所需换热面积较大。槽外换热器冷却的优缺点与冷却管槽内冷却的优缺点正好相反,此外,槽子结构较简单,由于溶液连续循环,对溶液起到了搅拌作用。常用的冷却介质有:自来水、冷冻水(机械制冷水)、氟利昂、氨等,用什么冷却介质,应根据需要维持的温度和费用确定。溶液温度-0℃~8℃氟利昂或氨制冷机组;溶液温度18℃~5℃自来水、冷冻水、氟利昂或氨制冷机组;溶液温度25℃以上来水。自来水冷却不需要专门的制冷设
电镀槽液的电加热方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1450次
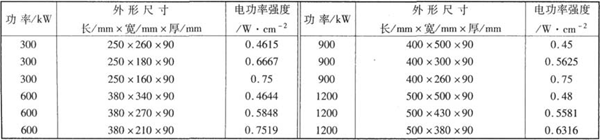
电镀溶液采用电加热主要是在温度高于I00℃的槽液(如发兰槽、除氢油槽等)的情况。对位于集中供热的大中城市郊区的电镀厂家,采用蒸汽加热镀槽槽液的成本要比电加热低得多,所以槽液加热多以蒸汽为主。近几年来出于环境保护的考虑,许多城市开始禁止在城区范围内使用燃煤锅炉,对小规模的电镀厂家如果采用燃油或燃气锅炉来提供生产蒸汽的话,将是很麻烦又不一定是合算的。近几年来,我国电力供应条件较好的地区,越来越多的电镀厂家选择了电加热。槽液加热分为内热式和外热式两种方式。内热式就是将加热元件放在槽液内加热,多采用管状电热元件;外热式则是将加热元件安装在槽壁外面的四壁或底部,多采用电热板。管状电热元件分为金属管状电热元件和非金属管状电热元件两种。金属管状电热元件通常用碳钢、不锈钢或钛管制造;非金属管状电热元件
行业排行
热门文章