电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 阴极电泳涂装 - 第1页
阴极电泳涂装工艺条件及重点参数管理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1274次
电泳涂装工艺条件及重点参数管理电泳涂装工艺条件包括以下四个方面13个条件(参数):(1)槽液的组成方面:固体份、灰份、MEQ和有机溶剂含量;(2)电泳条件方面:槽液温度、泳涂电压、泳涂时间;(3)槽液特性方面:PH值、电导率;(4)电泳特性方面:固化效率、最大电流值、膜厚和泳透力。其中,泳涂电压和时间、槽液固体份、温度、PH值和电导率是现场控制和管理的主要项目。3、质量检测与控制(1)漆液浓度电泳漆与蒸馏水混合后,其浓度应达到10%-19%,浓度过高,漆膜流平性欠佳,易出现桔皮等缺陷。浓度过低,漆膜变薄,易出现现象。(2)电压电泳电压应根据工件大小而定。电压升高,沉积量增加,漆膜变的粗糙,形成桔皮,电压过低,漆膜甚簿,甚至泳不上
工件电泳涂装前金属表面处理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1291次
工件电泳涂装前金属表面处理涂装前工件的表面处理,是电泳涂装的一个重要环节,主要涉及除油、除锈、表调、磷化、钝化等工序。其处理好坏,不仅影响膜外观、降低防腐性能,并能破坏漆液的稳定性。因此,对于涂装前工件表面,要求无油污、锈痕,无前处理药品及磷化沉化沉渣等,磷化膜结晶致密均匀。针对前处理各工序,将不不一讨论,仅提出几点注意内容:(1)如除油锈不干净,不仅阴碍磷化膜的形成,且影响涂层的结合力、装饰性能和耐蚀性。漆膜易出现缩孔、针孔、“花脸”等弊病。(2)磷化:目的提高电泳膜的附着力和防腐能力。其作用如下:A.由于物理和化学作用,增强了有机涂膜对基材的附着力。B.磷化膜使金属表面由优良导体变为不良导体,从而抑制金属表面微电池的形成,有效地阻碍了涂层腐蚀,成倍地提高涂层
阴极电泳涂装基本原理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 3331次
阴极电泳基本原理:阴极电泳涂料所含的树脂带有碱性基团,经酸中和后成盐而溶于水。通直流电后,酸根负离子向阳极移动,树脂离子及其包裹的颜料粒子带正电荷向阴极移动,并沉积在阴极上,这就是电泳涂装的基本原理(俗称镀漆)。电泳涂装是一个很复杂的电化学反应,一般认为至少有电解、电泳、电沉积、电渗这四种作用同时发生。电泳涂一般不适宜于非金属及不能承受高温烘烤的金属制品.目前相对来说花色品种较少,主要用于涂底漆或涂一层面漆.对工件的预处理要求高.1、电解:任何一种导电液体在通电时产生分解的现象称为电解。一般电解伴随在一个或两个电极上逸出气体,在电极上分别进行着氧化与还原反应。在电泳过程中水发生水解,在阴极上放出氢气,在阳极上放出氧气,金属阳极产生溶解,溶出金属离子。2、电泳:在导电介质中的带电荷的胶体粒子在
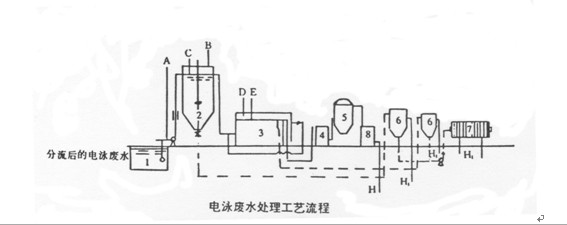
阴极电泳涂装的污水如何处理?
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1391次
Normal07.8磅02falsefalsefalseMicrosoftInternetExplorer4/*StyleDefinitions*/table.MsoNormalTable{mso-style-name:普通表格;mso-tstyle-rowband-size:0;mso-tstyle-colband-size:0;mso-style-noshow:yes;mso-
阴极电泳涂装用过滤器的功能是什么?如何选用?
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1228次
阴极电泳涂装用过滤器的功能是什么?如何选用?为确保优良的电泳涂膜的外观质量.在槽液的循环管路中,在电泳后清洗的循环UF液及循环去离子水管路中都应装过滤器,对槽液、循环清洗液进行最大限度的过滤。槽液中尘埃颗粒(外介和被涂物带入的脏物)、凝聚颗粒(前处理带来的杂质与漆反应生成的脏物)及其它机械污染物靠过滤器来消除。要求通过过滤器的槽液量为槽容量的4—6倍/h,最小不能低于槽容量。槽液中有油污是涂膜产生缩孔的主要原因之一,在国外已开发成功吸油过滤器,把它装在标准袋式过滤器内,除油效果不错.要获得最佳效果,要求降低流速。PPG公司开发了一种轻便的,不用装在管路中的滤油器,每个吸油过滤器的最大流量为10介仑/min。新的阴极电泳槽设计在溢流槽口安设有一种磁性过滤装置,以吸掉槽
家用电器阴极电泳涂装实例
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1419次

家用电器应用阴极电泳涂装实例。某名牌洗衣机电泳涂装生产线如下。1、主要设计参数产量:50万台/年工件组合最大外形尺寸:600mm×600mm×800mm工件材质:冷轧钢板(δ=1.2)表面无锈蚀表面积:3.64m2(双面)设计工艺速度:2.3m/min2、工艺流程(见表5-11)序号名称处理时间/S温度/℃喷淋压力MPa
电泳槽液温度和电泳时间对阴极电泳涂装有何影响?
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 2074次
电泳槽液温度和电泳时间对阴极电泳涂装有何影响?槽液温度、电泳时间和泳涂电压是电泳涂装的三个基本工艺条件.经调试,选择最佳值后,在稳定的电泳涂装生产线上是保持稳定不变的阴极电泳槽液一般控制在28土1℃范围内,在厚膜阴极电泳涂装场合也有推荐较高的槽温度29·35℃(如PPG公司推荐的条件).随槽液温度增高,涂膜增厚,槽液温度高了,易使有机物的水溶液变质加速,对槽液的稳定性不利。槽液温度低对槽液的稳定性有利,可是涂膜变薄、当低于15.5℃时,湿涂膜的粘度大,被涂物面的气泡不易排出,因而涂膜薄,且易产生薄膜弊病槽液温度对泳透力也有影响,通常在较低温度下得到较高的泳透力槽液温度与膜厚、泳透力的关系项 目测试结果泳涂条件槽液温度(℃)15.52
行业排行
热门文章