电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电泳工艺 - 第7页
测定固体百分含量( %NV)和颜料对粘结剂比(P/B)的标准方法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 2101次
测定固体百分含量(%NV)和颜料对粘结剂比(P/B)的标准方法1,测定范围1.1本方法规定了含水样品中测定非挥发性固体含量的步骤和方法。1.2本方法规定了测定样品中颜料对粘结剂比例的方法和步骤。1.3本方法可用于浆状、乳液状和电泳液的测定。2,可使用的文件2.1分析天平的使用手册2.2ASTMD2369(涂膜的挥发性成分的含量)2.3ASTMD1259(树脂溶液的非挥发性成分的含量)3,试验方法概要3.1用电热板加热法先将铝称量皿的保护油层除去;3.2用分析天平将铝称量皿称重,记下重量;3.3用1毫升一次性针筒取样,取样后将端口塞上,用干的卫生纸将针筒的外部擦干净;3.4将针筒称重后,记录下重量;
电泳槽的维护
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1385次
电泳槽的维护要获得好的结果就需要对槽中的溶液、循环系统、温度控制设备和电力元件作好维护。在槽子运行中,它们会不断地发生变化。槽液中的物质会由于成膜、蒸发和清洗超滤设备或电解池而损失。需要补槽使这些物质保持平衡,从而保证预期的电泳效果。必须详细地检测各种参数,做好检测记录,下面是工艺控制和监测程序:A,每班测定涂料固体含量、PH、颜料对粘结剂的比例和电导;B,电泳槽的温度;C,各泵的流体压力;D,变压器的电压;E,检查过滤袋入口和出口处的压力,必要时作更换;F,检查超滤器入口和出口处的压力,必要时作清洗或更换;G,检查槽液液位;H,每周取样送涂料供应商作试验;I,维持50:50的堰箱上和入口端过滤比,以避免表面污染;J,在需要时定
电泳槽投入生产运行后的维护和清洗
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1510次
电泳槽投入生产运行后的维护和清洗在电泳槽投入生成后,常常会发生泵的故障、泵的关闭、处理工件从吊架上落入槽中、过滤袋堵塞等许多动力学上的问题,因此有必要制定出一个将电泳槽液转移到备槽后对电泳槽作定期维护的计划。作好电泳槽的维护对于提高涂料的利用率和保证产品的质量都是非常重要的。如果发生了工件掉落在槽中或循环泵发生故障等问题时,电泳槽内的槽液循环模式就会发生改变。由于循环模式的改变,就会产生涂料固体的沉降,这些沉降固体不能回收利用,这样就会使钱白白损失掉。由于循环模式的改变,也有可能造成更多的工件从吊架上掉落到槽内。甚至可能使吊架在已经掉在槽内的工件上拖过,这样不仅会造成处理工件上有刮痕等缺陷,而且会造成将工件拖入电解池或管道,造成这些重要的子系统的损害。建议对电泳槽每隔6个
电泳槽初次配槽需要注意5点
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1587次
电泳槽初次配槽需要注意5点注意:超滤器必须关掉!1)安装阳极电解池和阳极,装配前必须用去离子水将电解池和阳极洗干净;2)在装配后必须向阳极池中灌注部份去离子水,这样能防止它们上浮,也有助于电泳槽装槽时的压力平衡;3)当涂料供应商验证槽子已经干净后,可以按照它的说明装槽。去离子水、树脂、乳液、溶剂、酸和颜料的加入量都有说明;4)在装槽后,可以开动超滤器,要按照超滤器供应商的说明书上的程序来启动超滤器;5)在其它工序洗干净和调整好pH后,它们也可以用去离子水装槽,同时注入涂料供应商指定的溶剂,这种所配制的液体是将用作水洗用的超滤液液体。
电泳工艺过程
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 2618次
涂膜生成为了生成电泳涂膜,涂装工件要接地后浸入带相反极性的槽液中。树脂和颜料迁移(电泳)到工件上成膜,然后用水洗将多余的材料洗去,最后在固化炉中将涂膜固化。在图3-2中表示了在电泳槽中所发生的沉积成膜过程。槽中有带正电的阳极和带负电的阴极。导电溶液的电解分解导致了带电粒子的移动,负电粒子向阳极移动,正电阳离子向阴极移动(电泳)。带电的涂料粒子从溶液中沉淀后粘附在金属基材上(电沉积)。随着沉积膜增厚,涂装表面上相应的电阻就会升高。随着电阻的升高,工件逐渐变成绝缘体,这时侯就停止继续成膜随着油漆粒子的沉积和表面的移动停止,分散介质将向相反方向运动,造成溶剂损失和漆膜的变硬(电内渗现象)。穿透法拉第笼凹陷区的能力是电沉积中独特的方面。就象在静电喷涂中那样,涂层最初从电阻最小
电泳生产线电泳漆的维护
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1370次
油漆化学如同其它液体油漆一样,电泳油漆系统中也含有树脂和颜料糊。这些材料与其它材料仔细地配方成为电泳槽。“统计工艺控制”(SPC)被用于控制电泳槽中所有的成份。电泳槽成份电泳处理槽由树脂/乳液、颜料糊、和去离子水组成。在有些情况下,还可能需要一些协同溶剂:l树脂或树脂乳液l颜料糊l去离子水l稳定剂l协同溶剂一种典型的阳离子电泳槽在配槽时的配比为:表2-1,典型的阳离子电泳槽的组份乳液50.0%(V/V)颜料糊
电泳生产线前处理的化学维护
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1456次
化学维护为了使所设计的预处理系统达到所要求的质量,必须对槽液作仔细的化学控制和维护。必须建立起和控制好专门的运行参数的范围。需要控制的专门参数包括处理时间(线速度)、温度、化学浓度、pH、和总溶解固体等。脱脂工序在每工作班次的开始、中间和下班时检查槽液的化学浓度、温度和压力。如有必要就作调整。水洗工序每工作班次要对总溶解固体(TDS)和电导作三次检查。不允许TDS和pH值比原料水的这些值有太大的升高。调整溢流水量会帮助控制淋洗水的水质。如果有必要,必须作定期换槽和洗槽。磷化工序必须建立标准的膜重标准并作好常规的检测控制。在每班运行前和运行中必须建立合适的化学浓度、pH、和温度,以提供所希望的膜重。钝化工序就像自来水水洗一样,需要控制的是pH和电导。pH的控
电泳涂装工艺过程
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 3373次
电泳涂装过程整个电泳涂装过程可分为四个部分:●前处理●电泳●后冲洗●烘干整个体系流程如下图所示:工件脱脂后,经过表调、磷化,使表面形成一层均匀致密的磷化膜为进入电泳槽作准备。进入槽液,在工件和对应电极间通直流电。在电场作用下,涂料粒子被吸附到工件上并在表面沉积。漆膜达到一定厚度,电泳停止。此时把工件从槽中取出,经后冲洗冲洗掉浮漆,最后送入烘箱固化。1.前处理金属工件经脱脂,酸洗除锈(若必要),表调,磷化处理为下一步电泳做准备的过程称为前处理。为了获得良好的电泳涂膜,清洗和磷化都是非常重要的环节。磷化通常采用铁系和锌系磷化液,处理工艺包括喷淋和浸渍。主要适用于钢铁底材。前处理简单步骤可表示如下(钢铁件为例):预脱脂→脱脂→水洗→除锈(如有必要)→去离子水洗→表调→磷化→去离子水洗2.

阴极电泳涂料的组成
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 2055次
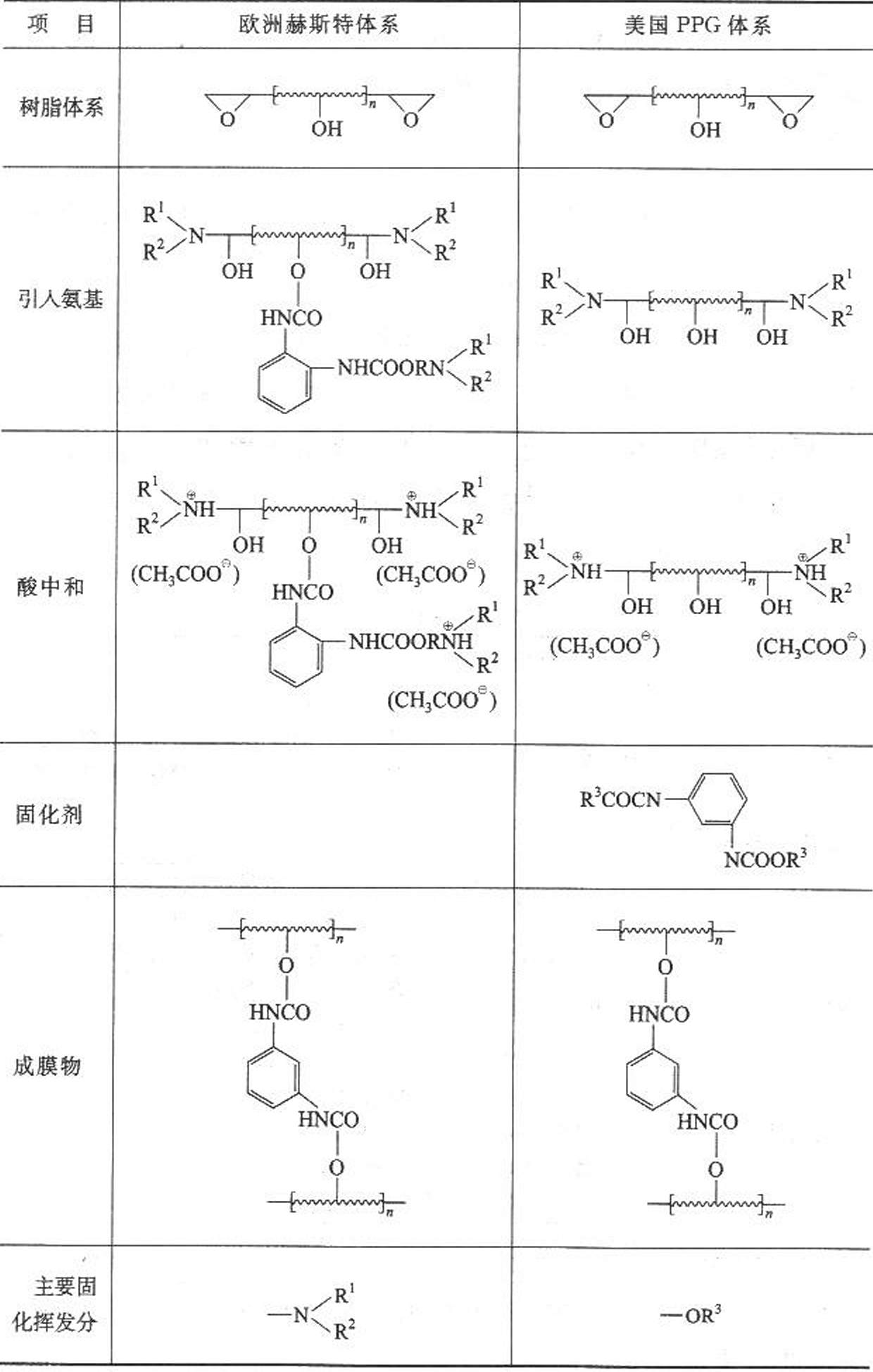
典型阴极电泳涂料的组成组成分类组成内容实例聚醚、聚酯、聚氨酯、聚酰胺、聚丁二烯、主要树脂成分各种改性环氧树脂内烯酸聚合物等的多元醇、多胺、多元羧酸类改性物对双酚A型环氧树脂残留环氧基的加成物水溶性官能团多胺类交联成分封闭多异瓴酸酯类甲苯二异筑酸酯,4,4-二苯基甲烷二异银酸酯类等+醇类(封闭剂)中和剂有机酸甲酸、乙酸、乳酸、羟基乙酸等添加剂、助剂界面活性剂非离子型表面活性剂阳离子型表面活性剂有机溶剂炫、酯、醇、溶纤剂赏金届化合物有机锡类、铅盐类固化催化剂宥色颜料
行业排行
热门文章