电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电泳工艺 - 第9页
电泳涂料的助溶剂
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1421次
助溶剂助溶剂含量对电泳涂料的质量影响较大。助溶剂含量降低,漆膜膜厚随之下降,槽液分散性变差,表面发粗,光泽下降,易产生针孔。助溶剂增加,膜厚增加,光泽提高,怛击穿电压下降,库仑效率降低,漆膜附着力和抗腐蚀性变差。过高的助溶剂含量会使漆膜脱落、结块、出现针孔。因而应用中在保证膜厚和涂层质量的前提下,助溶剂应越低越好,以利于提高电泳电压和漆膜的质量。好的涂料电泳时应使助溶剂含量控制在1.5%以下,但在更新期长时,漆膜较薄和流平性不好的情况下,助溶剂含量可适当提高一些。助溶剂在电泳涂料中的作用,大致有三点:①对电泳涂料树脂起助溶作用。其过程分为渗透、溶胀、溶解3个阶段,助溶作用的大小取决于助溶剂和电泳涂料树脂的结构和极性等因素。②可提髙槽液的稳定性,促进漆膜流平
电泳涂料的颜、填料
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1356次
颜、填料涂料中除树脂外,最主要的组成是颜料、填料(体质颜料)。不是所有类型的颜料均能用于电泳涂料生产,而是有其特殊要求的。(1)颜料化学及分散稳定性对于阳极电泳涂料而言,树脂是羧酸盐型高聚物,中和后能溶于水,树脂液是呈弱碱性的,要求颜料在弱碱性介质中有良好的化学稳定性,既不能水解出二价或多价的金属离子,也不能含有水溶性盐类,这是因为金属离子能破坏树脂的水溶稳定性,易造成树脂絮凝析出,水溶盐类将增加漆液中电解质的量,影响漆液参数(使漆液电导增加),造成涂膜质量下降。就颜料的化学性质而言,应是中性或弱碱性的,强碱性或酸性的颜料不能使用,例如阴极电泳涂料中不能使用碱性强的氧化锌,因其容易使阴极树脂析出。未经钝化的活性颜料如铝粉、锌粉等也不能使用,否则会使电泳涂料贮存中
电泳涂料的成膜物
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1359次
电泳涂料是以水溶性(或水乳型)树脂为成膜基料,采用电泳法(亦称电沉积法)进行施工的涂料。其成膜聚合物常选择多种单体合成,其目的是使制得的树脂具有多方面的化学性能,如防腐性、柔韧性、低温稳定性等。其分子链上含有一定数量的强亲水基团,例如:含有羧基(一COOH)、羟基(一0H)、氨基(一NH2)、醚基(一0—)、酰氨基(一CONH2)等。但含有这些基团的高分子树脂在与水混合时只能形成乳浊液。而它们经过氨(或胺)或酸中和成盐则可部分溶于水中,因而水溶性树脂绝大多数以中和成盐的形式获得水溶性。实验证明,很多高分子树脂经阴阳离子化后,均可成为电泳涂料的成膜物。使树脂离子化的方法很多,关键是要在高聚物分子上引人一C00_基团或一孤对电子元素N、P等,再用胺或酸中和使之具有水溶性
电泳漆的电化学反应
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1906次
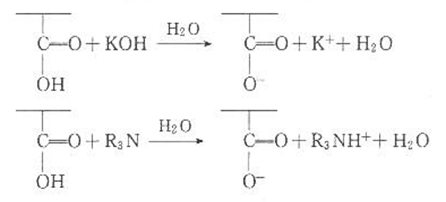
电化学反应目前有两类电泳体系,按照历史发展的顺序,它们是:①阳极电泳,其挂件为阳极;②阴极电泳,其挂件为阴极。阳极电泳始于20世纪60年代,已成功地使用了许多年,是对喷涂、浸涂这些涂装施工的发展。阳极电泳可以获得均匀、有效的覆盖膜。从化学角度来看,电泳涂料由树脂(常称为漆基或成膜物)、颜料和添加剂分散于均一介质——水中。这个分散体是由树脂颗粒、添加剂及颜料组成的均匀体系。阳极电泳涂料的树脂中和剂为減性:在上述两例阳极树脂中均带一个负电荷,由此增加其分散性能,并且形成可能电移动和电沉积的体系。阴极电泳涂料利用同样的原理,但其功能基团相反,有机酸是阴极电泳树脂的中和剂。同样,中和剂可促使溶解和形成可能电移动的体系。阴、阳极电泳涂料的沉积,是发生一系列电
电泳涂装的特点 电泳涂装的优缺点
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 2029次

电泳涂装除与一般无机电解质受电场的作用表现不同外,它和电镀也不相同,主要表现在电沉积物质的导电性方面。电镀时,电沉积后极间导电性并不发生变化,而有机涂层则由于具有绝缘性,所以在水性涂料进行电泳涂装时,随着电泳的进行,极间电阻发生显著变化。以阴极电泳涂装为例,图1-1显示了电泳的进行和电场分布情况。图l-l(a)中1是靠近阳极的阴极(工件)面,此处电场最强,电沉积首先从这里开始。电泳开始时先出现点状沉积,逐渐地连成片状。随着电泳的继续,电沉积物部分绝缘,当电阻上升到一定程度后,电泳几乎不继续在I处进行。电场分布逐渐向n处移动,直到表面均被涂覆为止。金属工件采用电泳工艺,与传统的施工体系相比,具有许多特点:①电泳涂装可实现完全机械化、自动化,不仅减轻了劳动强
电泳涂料的发展史
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1575次
电泳是涂装金属工件最有效的方法之一。电泳涂装是将具有导电性的被涂物浸溃在装满水稀释的浓度比较低的电泳涂料槽中作为阳极(或阴极),在槽中另设置与其对应的阴极(或阳极),在两极间接通直流电一段时间后,在被涂物表面沉积出均匀细密、不被水溶解涂膜的一种特殊的涂装方法。电泳施工被广泛地应用于汽车、摩托车、拖拉机以及其他具有高防腐蚀要求的工业产品。它与传统的施工体系相比,具有无可比拟的优点,如涂料的充分利用、涂膜的均一性、有效地减少对环境的污染、大幅度提高产量以及节省涂装费用等。电泳涂料作为一类新型的低污染、省能源、省资源、起着保护和防腐蚀作用的涂料,具有涂膜平整、耐水性和耐化学性好等特点,容易实现涂装工业的机械化和自动化,适合形状复杂,有边缘棱角、孔穴工件的涂装,目前被大量应
电泳漆槽更换新型电泳漆时需注意哪些情况
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1292次
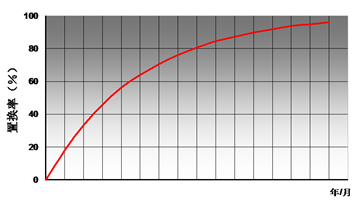
•电泳涂料在提高涂料档次或处理问题槽液时需要更换新型涂料。•在更换新型涂料时先应对原槽液进行确认并进行混全试验,实际更换时可采用逐步加入新型涂料不断置换的方式。•在更换之前可先对槽液进行倒槽处理,并对后冲洗各槽液进行更新,补加中和剂和补给溶剂调整参数到工艺范围。•换型更新周期、置换率计算 更新周期T.O.=加漆总量/槽液原漆总量 置换率Si=〔Mi+Si-1×Q-(Mi/Q+Si-1)×mi-1×t〕/QSi:第I日置换率;Mi:第I日加漆量;Si-1:前日置换率Q:槽液折为原漆总量;mi-1:前日产量;t:单车平均消耗 槽液更新和置换进程关系
电泳涂料对磷化膜的一般要求
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1320次

电泳涂料对磷化膜的一般要求对于不同的磷化方式有不同的磷化膜磷化方式喷涂型磷化浸渍型磷化外观磷化膜致密均一磷化膜致密均一膜重(g/m2)1.5~21~3
简述电泳涂装操作规范
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1508次
简述电泳涂装操作规范概述电泳涂装技术研究起于一百多年前,基于人们对金属表面防腐防锈要求的不断提高而相关表面处理工艺技术又不能较好地解决这种需求的压力下,而被逐渐研制开发。直到60年代才由XX汽车公司研制开发成功阳极电泳漆。其最早应用于汽车公司的涂装线,随着阳极电泳漆生产使用,日渐暴露其漆膜中包含有金属离子造成抗蚀性差的缺陷,因而,高抗蚀性的阴极电泳漆于七十年代被开发成功,并被人们等认可并大力推广应用。之后,电泳技术发展日新月异,产品品种由环氧型树脂型发展到丙烯酸型及聚氨脂型。产品的保护品种也由汽车行业引申到自行车、摩托车及家电、轻工饰品行业,如:空调、彩电、洗衣机、摩托车、眼镜、锁具、灯具及饰品、发夹、领带夹及各个金属行业以及铝材表面防锈行业。二、电泳涂漆之优势1
行业排行
热门文章