电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电泳涂料 - 第4页
涂料pH值的测定方法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1633次
涂料pH值的测定方法测定pH值,相对比较检单,现在已经有比较有效的设备可以进行检测。可采用一般pH计。测定前,先按pH计的说明书校准计。测定温度控制在25℃。其中槽液、极液、超滤液、去离子水可直接取样测定,而乳液和色浆则必须先用去离子水稀释一倍后再测定。标准:按“酸度计”使用方法说明书执行仪器:灵敏度为±0.02PH的酸度计方法:将样品置于25℃恒温10min后,直接测试读数。
电泳涂料细度检测方法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1260次
涂料细度检测方法(μm)标准见《GB/T1724-79(89)》所用仪器:刮板细度计测定方法:细度在30微米及30微米以下的,用量程为50微米的刮板细度计,30-70微米时用量程为100微米的刮板细度计。刮板细度计使用前必须用溶剂仔细洗净擦干。将试样充分搅匀后,在细度计上方部分,滴入试样数滴;双手持刮刀,横置在磨光平板上端(在试样边缘外),使刮刀与表面垂直接触,在3秒钟内,将刮刀由沟槽深部向浅的部位(向下)拉过,使漆样充满板上,不留有余漆。刮刀拉过后,立即(不超过5秒种)使视线与沟槽平面成15-30度角观察沟槽中颗粒均匀显露处,记下读数;如有个别颗粒显露在刻度线时,不超过三个颗粒时可不计。平行试验三次,结果取两次相近读数的算术平均值。
电泳涂料粘度的检测方法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1310次
涂料的粘度是涂料检测中一项重要的技术指标,虽然不会对涂料最终漆膜机械性能产生较大影响,但是涂料粘度的稳定对涂料生产、储存、施工过程却有非常大的影响,同时涂料粘度的稳定性直接影响客户对该产品品质稳定直观印象。涂料粘度的定义。涂料的粘度是液体涂料对于流动具有的内部阻力,它有运动粘度和动力粘度。运动粘度一般用流动杯检试,在一定温度下从规定直径的孔所流出的时间。单位用秒表示(S);动力粘度是指对液体所放加的剪切应力与速度梯度的比值,其国际单位为帕斯卡•秒(Pa•s)。一般用旋转型粘度计。粘度有牛顿型流体和非牛顿型流体(不规则流体)。牛顿型流动,当剪切应力与速度梯度比值既不随时间也不随速度梯度方式而改变时,这种材料所呈现的流动类型称为牛顿型流动,当这一比值变化很小时,机械扰动(如搅拌)对粘度的影响
电泳涂料固体份的检测方法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1748次
固体份是指电泳涂料在105℃时加热3小时后,剩余的干燥树脂和颜料份的百分含量。检测方法一般如下:标准《GB/T1725-79(89)》测定方法仪器设备瓷坩埚:25ml玻璃干燥器,内放变色硅胶温度计:0-300℃天平:感量为0.01g鼓风恒温烘箱方法步骤:称取2-4g涂料,精确至0.01g,然后置于已升温至规定温度的鼓风恒温烘箱内焙烘一定的时间后,取出放入干燥器中冷却至室温后,称重,再放入烘箱内按规定温度焙烘规定时间后,于干燥器中冷却至室温后,称重(同时取样2组以上)计算:固体份=烘烤后的样重/取样重量×100%测定时,可取2—3个平行实验计算平均值。
甲丁醚化氨基树脂固化剂对丙烯酸酯型阴极电泳涂料漆膜性能的影响
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1292次
独特的电泳涂装工艺不仅可以实现涂装自动化,而且对几何形状复杂的异形工件,也可获得均匀致密的涂层。由于阳极电泳涂料的阳极金属和磷化膜在电泳过程中会发生电化学溶解并析出金属离子,降低漆膜耐腐蚀性,因而除铝材外,目前阴极电泳涂料正逐渐取代阳极电泳涂料[1,2]。为取得优异的耐溶剂性、耐腐蚀性和耐候性,阴极电泳涂料在电泳涂装后需要烘烤固化成膜,因此阴极电泳涂料选用的固化剂尤其重要。阴极电泳涂料一般使用氨基树脂和封闭型异氰酸酯为固化剂,后者成本较高,且固化时产生有毒气体。而氨基树脂作为涂料的主要固化剂使用已有60多年历史,其中甲醚化苯代三聚氰胺树脂用作阳极丙烯酸电泳涂料的固化剂也有报道[3,4]。但是由于阴极电泳涂料涂装的特殊性,要求固化剂与电泳树脂不仅有良好的电泳共进性,且要在电泳
PPG 液体涂料简介
发布 : 涂装助手 | 分类 : 其它产品 | 评论 : 0人 | 浏览 : 1494次
PPG工业涂料部素以创新、高性能的产品和世界一流的服务而著称,使PPG成为市场的领跑者。今天,PPG为世界顶尖的设计师和制造商提供优质服务。这里先来介绍一下PPG液体涂料:利用广泛的色彩能力满足工业用户的需求。工业液体涂料包括各种平台和定制配方,从紫外线固化技术到高含固量/低烘烤涂料和水性涂料等,所有产品的设计目的都是提高应用成本效益并帮助制造商实现其涂料应用目标。PPG拥有一个综合的全球专家团队,由颜色专家、化学家和技术应用专家组成,他们帮助制造商通过复杂的全球供应链进行产品商业化。PPG通过专门的工作单元,使用先进的软件和分配设备,帮助客户实现快速周转。PPG的主要液体涂料Spectracron®系列涂料包括底漆和面漆,采用多种成分配制,
阳极电泳涂装AED和阴极电泳涂装CED的比较
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 2024次
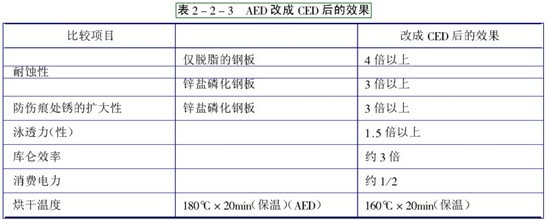
最初获得工业应用的是阳极电泳涂装法,1963年成功地用于汽车车身涂装。在20世纪70年代伴随着汽车产量增加,“盐公害”(为防止冬季的滑车事故,撒布大量的融雪盐,造成的汽车的腐蚀问题)要求提高汽车的防锈力,开发了阴极电泳涂装。随后,防诱力高的阴极电泳涂装急速替换阳极电泳涂装,老线由AED改成CED新建的车身涂装线都采用CED,其结果见表。AED在汽车车身涂装中的只有15年左右历史。 腐蚀能力有所提高;②基于阴极电泳涂料的漆基中含有对底材具有阻蚀作用的基团(如含氮基团〉,使阴极电泳涂膜的耐腐蚀性显著地优于阳极电泳涂膜;③阴极电泳涂料的泳透力高于阳极电泳涂料,因而使被涂物的内腔和焊缝泳涂得更好;④在近20年中阴极电泳涂料的性能又有很大的改善,并开发了
电泳涂料涂装的优点和缺点
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 2663次
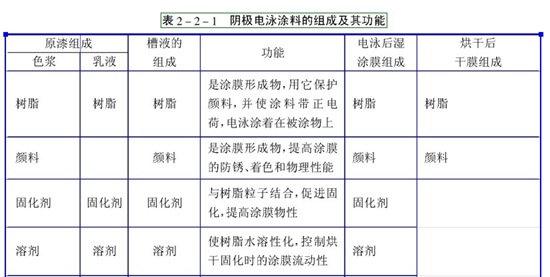
电泳涂料的特点①电泳涂料在水中能完全溶解和乳化,配制成的槽液黏度很低,与水差不多。很易浸透入浸在槽液中的车身〔被涂物〉的袋状构造部及缝隙中。 注:本表所列为双组分阴极电泳涂料,有单组分的,它们的固体分及施工性能随品种和厂家不同而变动。②电泳槽液具有高的导电性,涂料粒子能活泼泳动,而沉积到被涂物上湿涂膜的导电性小,随湿涂膜增厚其电阻增大,达到一定电阻值时,就不再电沉积上去。基于这两点,电泳涂装具有良好的泳透性,生成比较均一的涂膜。③槽液的固体含量低,黏度小,被车身带出槽外涂料少,且可用超滤(UF)装置和反渗透(RO)装置回收利用。④涂膜的附着力强,防诱力高〔20um厚的阳极电泳涂膜的耐盐雾腐蚀性300h以上,阴极电泳涂膜1000h
电泳涂料涂装的特点
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1175次
电泳涂料是一种典型的环保型水性涂料。二十世纪中期美国汽车工业首先在汽车车身涂装线上采用电泳涂料,使这一环保型水性涂料的应用取得突破性的进展。由于电泳涂料在实际应用中显示出高效、优质、安全、环保、经济等优点,受到世界各国涂料涂装界的高度重视。随着新型电泳涂料的开发,尤其是1997年开发成功阴极电泳涂料和相配套的涂装技术,电泳涂料的应用在汽车工业中迅速普及。据市场统计,在1965年世界汽车工业仅有1%的汽车车身涂装采用电泳涂料(阳极电泳涂料)。而现今已有90%以上的汽车车身涂装线上采用了耐腐蚀性能优异的新型阴极电泳涂料。同时电泳涂料的应用也随之渗透到建材、轻工、农机、家用电器等工业领域。电泳涂料的推广应用,也带来了许多有待研究和解决的新问题。电泳涂料在
电泳涂料及其性能测试方法有哪些
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1185次
电泳涂料及其性能测试方法有哪些,下面的资料包括电泳漆固体份的测定电泳漆PH值的测定电泳漆电导率的测定电泳漆消泡性测定电泳漆库仑效率测定电泳漆泳透力的测定电泳漆水平面沉积效果的测定等10多项的测定方法,有需要的可以下载回去看看。http://www.haocoat.com/forum.php?mod=viewthread&tid=697
行业排行
热门文章