电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电泳涂装 - 第7页
10本电泳涂装必看书籍
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 2054次
10本电泳涂装必看书籍下载,这里介绍十本电泳涂装行业的书籍,都是经典哦,而且可以下载的。希望大家喜欢,PPG培训阴极电泳漆涂装手册一汽王锡春论文集电泳涂装技术问答-一汽王锡春涂装车间设计手册-王锡春汽车涂装工艺技术王锡春编最新汽车涂装技术王锡春编陈慕祖—汽车涂装技术 (1-3)电泳涂装技术手册一条电泳线的全套图纸电泳涂装技术(书)立邦中级教材(pdf)好了,先介绍这几本,其它的大家自己去论坛找吧,如果您有更好的书籍希望分享出来,大家一起努力搞好电泳漆行业。
阳极液系统的功能及结构是什么?如何检控
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 2215次
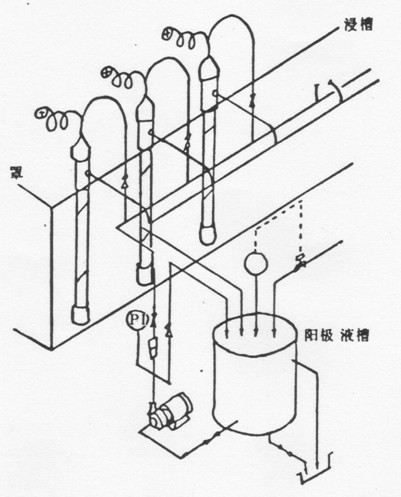
阳极液系统的功能及结构是什么?如何检控? 在阴极电泳过程中在阳极区不断产生有机酸(见下式),如果不及时除去,进入槽液。H+十CH3COO—或HCOO—→CH3COOH或HCOOH使pH值下降,影响工艺参数pH值的稳定,影响泳透力及涂膜性能。再溶解性增大。除去槽液中的游离酸的办法有两种:添加未中和或部分中和的阴极电泳涂料和采用阳极隔膜系统.一般常用阳极隔膜系统法,尤其是在大型的阴极电泳涂装线上.阳极隔膜系统法是将阳极封闭在可冲洗的阳极罩中.极罩由不导电材料制成,敞开面(板式电极罩朝向被涂物的一面,管式电极四周都可算敞开面)装有离子选择性的隔膜。所有极罩要求密封良好,使用前必须做渗漏试验,在投槽时极罩中必须装有去离子水,以防隔膜破裂。阳极液系统是由阳极隔膜系统、极液
8大条件电泳后清洗设备应具备
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1188次
电泳后清洗设备应具备哪些条件?电泳后清洗的目的及其工序组成已在问答32中作了描述。本题主要是其要求,如何设计 和选用后清洗设备。设计和选用电泳后清洗设备应考虑以下原则(条件):(1)根据被涂物的结构及对涂膜装饰性要求选择清洗道数和方式。象汽车车身那样复杂的 被涂物则需选用6道工序以上的喷、浸结合式的清洗工艺;结构较简单,无内腔结构,不会产生 二次流痕的点焊缝的被涂物可仅选用喷式清洗工艺。对涂膜装饰性要求较低的被涂物(如汽车 车下部件等),则可清洗1—2次.(2)清洗时间:在槽上(含溢流槽)清洗。工件出槽就马上冲洗,保持工件湿润,不使表面沾. 污和干结。喷洗时间10—30s(达到置换清洗液)即可;浸洗时间:浸入即出,在槽上的输送链的’水平段上不要求过长。.
如何补加电泳漆_补加电泳漆应该注意什么
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1457次
如何补加电泳漆? 随着生产的进行,电流槽液的固体份下降,其颜基比、中和剂和有机溶剂的含量也都有 变化,需根据涂装面积和实际测定的结果,算出相应的涂料和各种助剂的补给量、补给配比和补给周期。’市售电泳漆有单组分和双组分,按供应状态分有高固体分(约65%一70%)、高粘度和低固体分(约40%左右)、低粘度的两种;按中和度分有完全中和及未完全中和的两种。向电泳槽补加涂料的方式有以下几种:①配备专用的涂料补加装置(包括混合罐、搅拌机、输送和内循环用泵、过滤器等).按涂料,调配的要求,先将涂料在混合罐中与槽液或去离子水充分混合(或加中和剂调好pH值和稀释)搅匀后.再借助泵将调好的涂料输入电泳槽。②在槽液循环管路上安设混合器补加。在混合器一端
起滤机(UF、)装置有哪些类型?如何选用
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1321次
电泳UF装置按超滤膜组件的支承体形状可分管式、卷式、板框式、中空纤维式等几种,管式占 地面积大,卷式的每支超滤组件的体积小、隔膜面积大、占地面积小,同样的透过量的UF装置卷式价格低,开始普及。美国KOCH、Abcor、AMT三家公司生产的UF装置较有名,在国内已较普遍使用,前两家生产的卷式的UF装置的市场占有率比较大。国内江苏无锡、湖北沙市等地也生产UF装置,其性能及使用寿命尚不理想,正处在改进和试用之中。UF泵和管路与电泳主槽循环系统的连接方式有二种:一种闭合UF装置内循环方式不断地补给槽液,经UF装置的槽液部分返回电泳槽;另一种是将UF装置设置在电泳主槽的某循环系统管路内,经UF装置的槽液全部返回电泳榜。电泳UF装置的选用原则:①根
何谓超滤(UF)?电泳涂装工艺中采用UF的功能是什么?
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 2552次
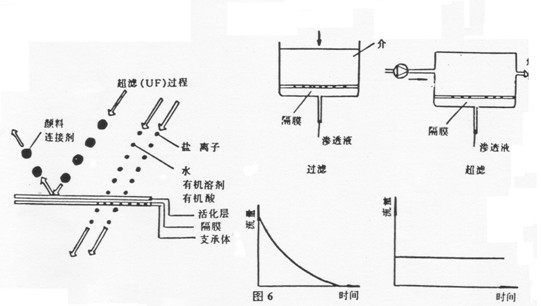
何谓超滤(UF)?电泳涂装工艺中采用UF的功能是什么?(超滤,UF,电泳涂装,电泳漆)超滤(UF)用于一种压力驱动的膜分离过程(见图6),是采用特定的多孔隔膜分离方法. 膜的孔径为10-3~10—2um,能将槽液中悬浮的颜料、高分子的树脂(分于量大于5000)截留、 挡回,而使槽液中的水、有机溶剂、无机离子和低分子树脂通过隔膜。隔膜所通过的物质,即所 谓的“uF液”,所透过量称为透过率,单位L/m·h。在一定的压力范围内,透过率与槽液的固 体分、温度和膜面的流速有关。· 3 超滤膜的另一主要性能是截留能力.是表示UF膜能截留多大分子量物质的能力,通常以固体分截留率表示.R=(Co—C
槽液温度如何控制(冷却)
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1345次
槽液温度如何控制(冷却)?调温装置如何设计(选用)为保证泳涂质量,要求将槽液温度控制在土1℃范围内,在正常生产状态下是对槽液进行 冷却。在电泳涂装过程中由于电泳电流产生的热量,泵机械搅拌的机械能转换成的热能,被涂 物带入的热量和周围环境温度的影响,一般槽液的温度处于上升状态,控制温度需进行冷却.一般阴极电泳涂装槽液的工作温度是27—28℃,要求冷却系统具有在满负荷生产情况下保持槽液温度为15℃的能力.有些厚膜阴极电泳涂料要求槽液温度高些,29—35℃,这样冷却系统在满负荷生产情况下具有保持槽液温度为27土1℃的能力即可.从发展趋势来看,由于工作温度的提高,冷却负荷可进一步减少槽液温度控制:冷却用7—10℃的冷水,加热用40、45℃的温水.整个调整系统由热交换 器、泵
阴极电泳槽液循环系统的功能和设计(选用)原则是什么?
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1335次
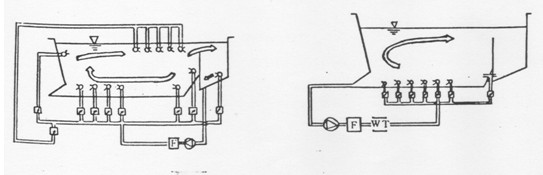
阴极电泳槽液循环系统的功能和设计(选用)原则是什么?阴极电泳槽液自配槽后就应连续循环搅拌,因故障停止搅拌时间不应超过2h.循环环搅拌的主要功能有以下四个:①保持槽液均匀混合和防止颜料在槽中或被涂物的水平面上沉淀;⑦槽液循环经过滤器,除去槽液中的颗粒状的尘埃和油污;⑤保持槽液的温度均匀,通过使用热交换器交换掉由涂装电能和泵工作的机械能转换成的热量①及时排除在电泳过程中在被涂物表面上产生的气体。电泳槽中槽液流动方向如下图所示I、在槽液循环过程中确保液面流速不应小于0.2m/s;靠近槽底部槽液流速最低为0.4m/s.在连续式生产场合,槽液流向与被涂物(如车身)前进方向一致液流速度一般要为车身移动速度的2—4倍。槽液在循环
电泳涂装涂料槽液配置简介中央对照版
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1114次
电泳涂装涂料槽液配置简介中央对照版TankFeed槽液配置AllPPGelectrocoatfeedmaterialsaresuppliedastwocomponents:resinandpaste.Theresincomponentmakesup80-92%ofthefeedvolume.Itisamilk-whiteliquidwithaviscosityandspecificgravitysimilartothatofwater.Thepastecomponentis8-20%ofthefeedvolume,havingaspecificgravityof1.2-1.85
电泳涂装涂料备用槽简介中央对照版
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1326次
PaintStorageTanks 涂料备用槽Systemdesignshouldalsoincludeprovisionforcirculation,filtration,andcoolingwhilethepaintisinthestoragetank. Front-endcirculationpumpscanbeequippedwithvalvestoprovidefortwoturnoversperhoursothatthestoragetankcirculationisadequatetopreventpigmentsettling.Headerswitheductors
行业排行
热门文章