电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电泳漆 - 第5页
杂质离子对阴极电泳漆涂装的不良影响
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1593次
在进行阴极电泳涂装的过程中,杂质离子(污物)对电泳槽液的稳定会造成很大的影响,从而使电泳漆涂膜出现很多不同程度的质量问题。杂质离子(污物〉对阴极电泳涂装的不良影响一般主要有三方面。1〉杂质离子会破坏电泳槽液的稳定,阴极电泳漆涂装所使用的涂料是阳离子电泳漆。这种涂料的水溶液是“纯净度”高、乳化效果好、涂料树脂粒子带正电的悬浮状均相体系,呈酸性。杂质离子(污物〉的混入会改变这一均衡状态。这是由于杂质离子,不管是阳离子还是阴离子在电泳槽液中与带正电的涂料树脂粒子发生中和反应或络合反应而凝聚,形成一些不溶于水的颗粒或胶体,进而沉淀。随着杂质离子含量的增加,凝聚和沉淀加剧,这会出现十分严重的后果,最终会导至电泳槽液的均相状态将受到彻底破坏而失去了良好的电泳特性。2〉杂质离子
电泳涂装的将来动向-向环保型涂料发展
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1252次
(1)为适应环境保护的需要,开发采用环保型阴极电泳涂料。虽然现用的阴极电泳涂料已属于低公害的水性涂料,但仍用铅和锡作为固化触媒,槽液中的有机溶剂含偏高〔2%~4%)).烘干时加热减量高〔10%左右〉。Pb,Sn和VOC都属于环保有害物质。欧洲的无铅化法规明确,禁止进口使用含铅涂料的汽车。耐蚀性优良的无铅无锡阴极电泳涂料,低温烘烤型〔150-160℃,10min),加热减量低的〔4%以下)和槽液有机溶剂含量低的〔0.4%-1.8%〉新一代阴极电泳涂料,在国外已开发成功,并获得工业应用。国内有几条涂装总线采用了无铅无锡阴极电泳涂料。早在10年前美国PPG公司提出的为适应市场和环保的需要,阴极电泳涂料的主要发展方向:①四个零方向,即有机溶剂含量、UF液排放量、重金属含量和颜料
史上最全电泳涂膜弊病(缺陷)及其防治-有这一篇就够了
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 2023次
电泳涂膜弊病(缺陷〉及其防治由于电泳涂装方法的独特性,所产生的漆膜弊病虽与一般漆膜弊病相同,但其病因及防治方法不同,有些弊病是电泳涂装独有的。最常见的电泳漆涂膜弊病有颗粒、缩孔(陷穴)针孔、膜厚不足、涂膜过厚、再溶解、涂面斑印、漆膜不丰满、涂膜的平整度差等。它们不仅影响耐蚀性,且使整个涂层的质量下降,必须确实认真地查清原因,防治之。具体方法可参考以下文章:电泳漆膜出现啄伤划伤电泳漆膜出现膨胀电泳漆膜出现雨水痕迹电泳漆膜出现溶解电泳漆膜出现发霉电泳漆膜出现风化侵蚀电泳漆膜出现无光斑印电泳漆膜失光电泳漆膜变色电泳漆膜弹性差已干燥过的电泳漆膜表面又粘手电泳漆膜粉化电泳后工件表面生锈锈蚀漆膜裂缝开裂电泳漆膜返铜光
电泳槽液的熟化期
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1267次
电泳槽液的熟化期一般的涂料加溶剂调稀到工作黏度后几乎可立即涂布〔喷涂、刷涂、浸涂等〉,无需放置一定时间再使用。而阴极电泳漆(如双组分在按一定配比、未完全中和的涂料,需加定量中和剂〉加纯水调配成工作液(或称槽液〉,搅均后不能立刻泳涂被涂物,一般规定要在〔28±1)度敞口搅拌4沾后,才能泳涂出合格样板检验或试涂被涂物。这个时间称为槽液的熟化期。搅拌48h的功能是使阴极电泳漆溶化完全,使原漆带入的低沸点的有机溶剂大部分挥发掉。如果熟化时间不足,泳涂所得涂膜臃肿、过厚,在烘干时产生流挂。在新配槽液的初期,投产时还要根据涂膜外观和厚度分布,需调整泳涂电压等泳涂条件,来克服熟化不足带来的涂膜弊病。如果原漆的水溶性好,又不靠大量有机溶剂来助溶,则熟化期可短。据介绍国外已有配槽后就可使
电泳漆的L效果
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1280次
电泳涂装的“L”效果在电泳涂装过程中往往由于槽液循环、过滤不佳、流速低,造成槽液中颜料或颗粒沉降,致使被涂物的水平面和垂直面的泳涂质量不一,易使水平面上的涂膜粗糙,再加上水平面上易积水,产生再溶解影响涂膜的平滑度。用泳涂“L”形样板的方法考核被涂物的水平面和垂直面的电泳涂装质量,其结果称为“L”效果。又称水平沉积效果,如果水平和垂直被涂面上的涂膜光滑度和平整度无差异,可认为“L”效果好,当槽液有水平沉淀或有树脂的水溶性变差,析出颗粒时,水平面涂膜一定变粗,甚至手摸都可感觉出来,则“L”效果不好。
电泳漆槽液的更新期和稳定性
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1325次
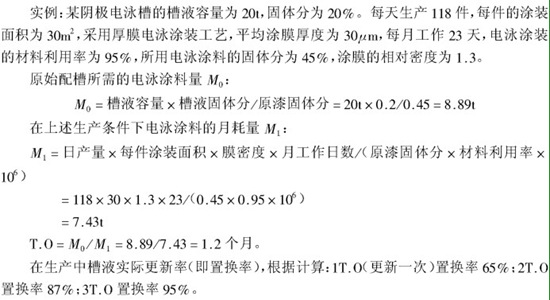
槽液的更新期和稳定性电泳涂装在运行生产过程中随被涂面积的大小消耗槽中的电泳漆,槽液的固体分下降,需及时(每班或每小时)补加,以确保槽液的固体分控制在±0.5%的范围内,当消耗〔或补加〉的电泳漆的累计使用量达到初始配槽所用涂料量时称为一个更新期(turnover,略称T.O〉,以月/T.O表示,也有用涂装面积大的被涂物(如汽车车身)的数量表示。更新期长不利于槽液的稳定;电泳涂装法适用于大量生产,一般各漆厂推荐更新期为2-3个月;更新期超过6个月,不宜采用电泳涂装法,因很难维持槽液的稳定,因此在设计电泳涂装线时应认真考虑更新期。更新期长的场合,在确保电泳条件的基础上槽液容量应尽可能设计小些。电泳涂料的槽液稳定性系指槽液在规定的工艺条件下,长期使用槽液不变质,泳
电泳漆的泳透力
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1421次
泳透力在电泳涂装过程中使背离电极(阴极或阳极〉的被涂物表面涂上漆的能力称之为泳透力。也表示电泳涂膜在膜厚分布上的均一性,故又称泳透性。它是电泳漆的重要特性之一,与电泳漆槽液的电导和湿涂膜的比电阻的大小有关,两者越大该漆的泳透力越高。泳透力与涂装工艺参数(泳涂时间、涂装电压、槽液固体分等)有直接关系。泳涂时间长、电压和固体分高一些,泳透力也就会适当增高。它也是确保空腔部分、缝隙间等表面涂上漆的目标值。当初开发的第一代阳(阴)极电泳漆泳透力很低,被涂物内腔和缝隙涂上漆要采用辅助电极;现在市场供应的第二、三代阴(阳〉极电泳漆基本上都具有较高的泳透力。泳透力的测定方法很多,有钢管法、间隙法和盒式法。国内常用的是“一汽钢管法”,它是在福特钢管法的基础上改进而制定的电泳漆槽液的泳透
电泳涂装场合值和电导
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1244次
电泳涂装场合值和电导的含意电泳涂料靠用碱或有机酸中和其漆基中的羟基或氨基,并保持一定的氢离子浓度(酸性和碱性〉而获得的较稳定的水溶液或乳液。电泳涂料的水溶液或乳液的氢离子浓度也是用常规的PH值来表示。阳极电泳涂料所用中和剂是KOH、有机胺,其原漆和工作液(欲称槽液)呈碱性,其PH值一般保持在7.5-8.5范围内。阴极电源涂料所用中和剂是有机酸,其原漆和槽液呈酸性,其值保持在5.8-6.7之间,一般控制在6.0-6.3。有些品种的色浆或原漆末完全中和,PH值超过7.0,调配工作液时需加酸,或用值低于6.0的槽液(或乳液)中和。第一代阴极电泳涂料的值较低〔3~5〉,据资料介绍槽液的值低于5.8时,对设备的腐蚀严重,因而很快被淘汰掉。极液和超滤(UF)液的酸、碱度也用值表
什么是电泳涂装的工作电压、破坏电压和临界电压
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1264次
电泳涂装的工作电压、破坏电压和临界电压在电泳涂装场合,能获得规定的外观优良的涂膜厚度,两极间接通的电压称为电泳涂装的工作电压(简称泳涂电压)。一般是有一定的电压范围。超出泳涂电压上限的一定值时,在沉积电极上的反应加剧,产生大量气体,使沉积电极上的涂膜炸裂,绝缘被破坏,产生异常附着,这一电压值称为破坏电压。低于泳涂电压下限的某一电压值称时,几乎泳涂不上漆膜〔或沉积与再溶解涂膜量相抵消〉,这一电压值称为临界电压。电泳工作电压介于临界电压和破坏电压之间。泳涂电压是电泳涂装的重要工艺参数之一。在其他泳涂条件不变的情况下,泳涂膜厚和泳透力随泳涂电压增高而增厚和提高(见表2-2-6〉。在生产实践中常借助调整泳涂电压来控制涂膜厚度。为获得优良的涂膜外观和较高的泳透力,在生产实践中
行业排行
热门文章