电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电泳漆 - 第8页
提高电泳漆膜锐边的耐腐蚀性
发布 : 涂装助手 | 分类 : 涂装新闻 | 评论 : 0人 | 浏览 : 1272次
提高电泳漆膜锐边的耐腐蚀性现用的阴极电泳潦料存在一个问题.就是在电泳漆膜烘干时受表面张力的影响.被涂物的锐边、尖端复盖差.漆膜薄,因此,锐边部位的耐腐蚀性变差、应开发锐边耐腐蚀性优良的阴极电泳底漆
开发低温烘烤型阴极电泳涂料
发布 : 涂装助手 | 分类 : 涂装新闻 | 评论 : 0人 | 浏览 : 1107次
开发低温烘烤型阴极电泳涂料即电泳漆膜的烘干温度由原来的180c左右下降到165~170c,烘干时热损失也较大幅度减少
高温导致电泳槽液破乳的补救方法
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1387次
电泳槽液的施工温度一般为25一3090,而槽液日常的管理温度宜略低于该温度,以利于槽液的稳定,也利于减少溶剂的挥发。但槽液一旦长时间处于高温,会出酬of种后果‘,如何解决?我国尚尤此方面报道。笔者前不久就在某汽车厂遇到此类案例,并参与了整个解救过程。在此,作一介绍。高温导致电泳槽液破乳某汽车厂电泳槽容量60m3;槽温可自动控制,施T.温度为270C:左右,平时一般控制在25℃左右;电泳槽上限温度为30度,当槽温达到上限温度时(正常情况不会出现)会自动报警,待温度下降后,报警自动消除。在今年六月初的一个双休日,该电泳槽的热交换系统突发故障,槽温迅速上升,报警装置虽也启动,但因无人值班,电泳槽液在46℃的高温下一直持续到周一早上,长达40
电泳生产线设产前槽液的配置要点
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1269次
高质量地完成新电泳涂装设备的配槽液投产工作十分重要.一般由制漆厂、设备制造公司和用户组成工作组.制订调试工作计划不同的阴极电泳涂料的配槽程度虽有所不同,但基本工序均是设备清洗、配槽液、试涂装三步。1.设备清洗在清洗设备前检查全部有关设备.做好一切准备工作.所有槽、容器都应加水试验.检查有无渗漏部位.如有间题立刻消除.并检查管道、过滤器等管道系统内有无异物,注意清除。(1)清洗对象电泳槽及槽内外的配管;置换槽及槽内外的配管;水洗槽、水洗室及有关设备。uF装置及有关设备;补给装置及有关设备;包含调温设备的循环设备;纯水供给设备及有关设备和其他。运输设备和烘干室也应擦洗净尤其是在引起涂膜弊病的场合。(2)清洗程序a-安装过滤器.加水至循环水位;b.
电泳工艺控制对电泳漆膜的影响
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1512次
好的电泳漆必须有严格的工艺控制才能得到好的漆膜。如果槽液PH太低、MEQ太高,则库仑效率下降,漆膜变薄,表面质量会下降,可通过阳极系统和超滤系统排放酸以调整PH和MEQ。槽液中的溶剂含量是需要严格控制的一个参数,如果太低,则膜厚变薄,流平性变差;太高的话,膜会过厚,流平性也会变差,并产生桔皮现象。槽液的温度必须控制在指定范围内,一般波动不超过正负5度。根据槽液情况,经反复选择找出一个最佳值,一般可在28-32度进行选择。如果温度太低,不仅漆膜太薄、厚度不均匀,而且表面状态也会不规则。颜基比是影响表面粗糙度的一个重要因素。颜基比偏高,就会造成表面粗糙,因此,必须在满足遮盖率和不产生缩孔的情况下,将颜基比控制在一个适当的范围内,以保证漆膜表面光滑平整。
电泳漆质量对电泳漆膜的影响
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1209次
阴极电泳经过20多年的发展,目前第5代阴极电泳漆已经广泛应用在各大汽车厂中,第6代已投放市场。优质的电泳漆具有泳透率高、颜基比低、边角覆盖效果好、无铅无锡等特点。颜基比的降低可以使惰性的颜料大大减少。PPG公司最好的电泳漆,其树脂和颜料比可以做到10:1,这样可以提高流动性,降低沉淀速率,减少颜料的絮凝,烘烤成膜时对漆膜的流平性大有帮助,成膜后的漆膜表面光滑平整,粗糙度会较低。此外,电泳漆中颜料的细度应小于7um。如果颜料的细度偏大,漆膜粗糙度自然会增加,因此要获得好的电泳漆膜必须选择品质优良的电泳漆。
磷化质量对电泳漆膜的影响
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1453次
磷化膜可以增加电泳漆和板材之间的结合力,其表面质量自然对电泳漆膜的表面质量产生影响。电泳要求磷化膜致密、均匀一致,结晶粗大的磷化膜表面不易形成好的电泳漆膜,一般地讲,磷化膜的结晶粒度应小于5um影响磷化膜质量的因素很多,选择品质优良的磷化液十分重要,目前锌、镍、锰二元体系的低锌磷化液是阴极电泳最好的配套产品。表面调整剂的选择及其活化表面的效果对磷化结晶的大小会产生非常直接的影响。磷化工艺和工艺条件的控制也十分重要,如磷化液种类的选择,促进剂的种类及添加量的控制,游离酸度、总酸度参数的控制,磷化时间和温度的选择,都会对磷化膜的质量产生影响。如果磷化后挂灰,即在磷化膜表面有磷化渣结晶,则更会直接影响电泳漆膜的表面质量。前处理后车身滴水的电导率高低对电泳漆膜粗糙度有明显的影响,应严
电泳涂装漆前表面处理质量的检测
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1380次
表面状态t脱脂应良好磷化膜应均匀.无锈、无斑痕、无露底金属等;沉渣少,无异物附着。。谪水电导t应控静J在30us/cm以下磷化膜特性(膜重、结晶状态、P比等)应达到标准要求。
电泳漆烘干时间及温度的工艺管理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 3217次
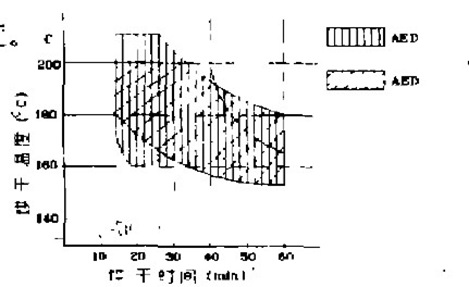
电泳烘干时间及温度,对固化有很大影响,见图l2。现用的大部分阴极电泳漆产品烘干温度低于160.5"C,有些产品还需稍高的固化温度如果达不到最低限度的时间及温度.涂膜则不会固化。并对抗疤形腐蚀、抗石击及耐崩裂性能产生严重影响。在温度低于176.6℃过烘干3倍于正常烘干时间,不会对涂膜性能有影响。可是镀锌金属件在较高温度下较长时间烘干,会导致漆膜与锌界面处的分层剥离烘干时间和温度都对涂膜厚度有影响较长时间较高温度的烘干将使法膜明显蛮薄。
电泳漆电泳后回收清洗的工艺管理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1389次
被涂物在电泳后出槽时表面上附着有未泳涂上的槽渡,如直接烘干则将产生斑痕等漆膜弊病.且槽液不易流净的部分和袋状部位易积聚槽藏.带出槽外造成浪费。为清除漆膜弊病和回收槽液.电泳涂装后必须进行水冼。电泳后清洗可分为两个阶段:(1)回收带出的揩液;即在出槽口用超滤液或纯水清洗,洗液直接流回槽内.最好在敌涂物出槽1min内即进行清洗(2)提高涂膜的外观性能;用1~4kgf/cm2压力的循环超滤液冲洗.通常2~3次,最终用纯水洗。对复杂的被涂物C如车身)采用喷、浸相结合的方式清洗,’如洗掉焊缝内等处的积液以消除二次流痕。外观装饰性要求高的被涂物,还采用吹干和预加热等措施。从水洗到烘干之间的时间虽无特殊限制,如考虑到水滴、灰尘附着等.一般5~l0min为好。
行业排行
热门文章