电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电泳设备 - 第10页
浅析电泳漆涂装技术的调控管理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1329次
慧聪涂料网讯:溶剂含量电泳漆中含有的水溶性有机溶剂起助溶作用,与其它涂料相比含量较小,可是它对膜厚和涂料稳定性有一定影响,一般要求控制在一定范围内。工作液中的溶剂含量增高,膜厚增厚,泳透力和破裂电压降低;溶剂含量偏低,膜厚下降,漆膜外观(平滑性)变差。工作液中溶剂含量的高低可通过加入溶剂和更换超滤液来调整。 泳涂时间在电泳槽中的泳涂时间是指被涂工件在工作液液面下形成涂膜(通电)的时间。这一段时间一般限定在3min左右。随泳涂时间增长,漆膜厚度增厚。泳涂时间增加或减少可以间接地影响漆膜表面平整和外观质量。泳涂时间在电泳涂装工艺管理中起重要作用,适当增高泳涂电压可缩短泳涂时间,在较低泳涂电压时可增长泳涂时间,以保证漆膜的厚度。&n
烘道固化设备循环风量的计算
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1842次
Normal07.8磅02falsefalsefalseMicrosoftInternetExplorer4/*StyleDefinitions*/table.MsoNormalTable{mso-style-name:普通表格;mso-tstyle-rowband-size:0;mso-tstyle-colband-size:0;mso-style-noshow:yes;mso-
烘干室的热量计算
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 2027次
Normal07.8磅02falsefalsefalseMicrosoftInternetExplorer4/*StyleDefinitions*/table.MsoNormalTable{mso-style-name:普通表格;mso-tstyle-rowband-size:0;mso-tstyle-colband-size:0;mso-style-noshow:yes;mso-
电泳设备之固化烘干设备的设计3-烘干室实体尺寸的计算
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1464次
v\:*{behavior:url(#default#VML);}o\:*{behavior:url(#default#VML);}w\:*{behavior:url(#default#VML);}.shape{behavior:url(#default#VML);}Normal07.8磅02falsefalsefalseMicrosoftInternetExplorer4/*Style
电泳设备之固化烘干设备的设计2-烘干室的设计、计算
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1407次
Normal07.8磅02falsefalsefalseMicrosoftInternetExplorer4/*StyleDefinitions*/table.MsoNormalTable{mso-style-name:普通表格;mso-tstyle-rowband-size:0;mso-tstyle-colband-size:0;mso-style-noshow:yes;mso-s
电泳设备之固化烘干设备的设计1
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1390次

电泳涂料属于热固化性涂料,必须在规定的较高温度下一定的时间内才能固化,其烘干过程也包括:溶剂(水分)挥发、涂膜热融化、高温热固化三个阶段。由于电泳涂膜本身含水(溶剂)少,又经吹干、晾干,不含水,所以其烘干过程与热固性粉末涂料相仿,可不像其他水性涂料那样预烘干,直接进入高温烘干。另外,阴极电泳涂膜在热固化过程中(当涂膜温度进110℃以上时)有热分解产物,产生较多的油烟。在较高温度、较长时间的烘干,能致使涂膜变薄(2~3μm),膜的平整度明显提高。这此进电泳涂膜烘干的特点。如果电泳涂膜末烘干透,则严重影响涂膜性能,如涂膜的机械性能、附着力、耐疤形腐蚀性、耐腐蚀性、抗石击及耐崩裂性能。例如某公司的阴极电泳涂料有170℃以下烘干,涂膜烘不干,性能极差如果温度过高
电泳设备生产线输送系统电气控制简介
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1185次
电泳设备生产线电气控制系统简介对于推杆悬链、自行电葫芦系统和程控行车系统一般都由可编程序逻辑控制器(PLC)进行控制,还会使用更多的控制界面。输送链上的读码器会发出指令使其按照事先安排好的顺序运行。操作读写站能过键盘、触摸屏、计算机鼠标等信息输入系统。代码的形式可以是简单的标记、射频标识或光学扫描装置等;目前,应用比较广泛的是扫描不同截面的金属条形码。每块板都有独自的截面图形,类似于条形码,通过数字识别或存储。由于可靠工作温度高达4500F,射频标识技术目前开始流行起来。这些装置可以安装在系统的各个角落,控制吊具运行到指定的装挂点、选择涂装工艺、进行编组、烘干、制定下件点。输送系统运载工件通过加工区、涂装区,最后送往装配线。还可以通过数据收集装置记录零件的数量、系统的故障、不合格
电泳生产线之多功能穿梭输送机
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1298次
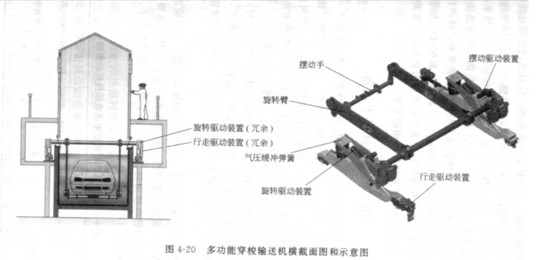
多功能穿梭输送机多功能穿梭输送机是前处理电泳用的一种新型输送设备,它的最大特点是可根据不同车型来分别优化不同浸入角度、翻转方式和前进速度,满足最佳处理方式,为了得到最好的质量,能过PLC的控制,车身可以灵活地以不同的位置和朝向通过槽体,由于其估越性,使设备大大缩短,从而可用于前处理电泳设备来代替摆杆式输送机或其他运输设备。多功能穿梭机是一种单独的输送设备,在前处理及电泳线上可根据工艺及产量的需要安装多台多功能穿梭机,此多功能穿梭输送机有三个驱动装置,即行走驱动装置、摆动驱动装置和旋转驱动装置,其轨道跨越于设备的两侧构成一环形的闭合线路。为便宜于检修,在线路上设置了检修轨段。多功能穿梭机的横截面和示间图 多功能带式输送机由主输送机
电泳生产线之全旋反向输送机(Ro-dip输送机)
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 2267次
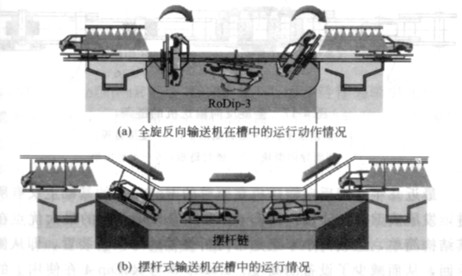
全旋反向输送机是一种新型的前处理电泳用输送设备,用以代替悬挂输送机和摆杆式输送机,因4-16是全旋反向输送机和摆杆式输送机在电泳槽中运行时动作的比较。全旋反向输送机上的轨道和承载牵引为一直线轨道和链条,制造和安装都比较简单,全旋反向输送机的链条(见图4-17)上按照车体载荷的节距装置有一滑橇支承托架支座,此滑橇支承托架支座用以放置滑橇支承托架,见图4-18。滑橇就放置在此托架上,用锁紧机械锁紧,车体和滑橇依靠导向滚子在特制的上行走,实现车体的旋转,可以自由旋转3600,后底部向上,尾部向前,反向前进,再旋转180O出槽,实现反向浸渍,此种输送机工艺性能好,输送机长度短,从而设备长度短,可节省投资费用,运行费用低,特别适用于单品种大批量生产的涂装车间,对于多品种生产,
电泳生产线自行电葫芦和程控行车简介
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1641次

对于间歇式生产我们可以选择自动电葫芦和程控行车输送系统。自行电葫芦车组通过安装在轨道上的滑触线提供行车电机和升降电机的动力;实现在工序间的移动以及吊具的升降。吊具可实现在摆动及垂直出入槽的动作。如有需要,为了更好的排水,吊具可在进入处理槽后进行摆动。轨道依然是平直的,但是吊具可以进行升降运动。如果一个自行电葫芦车组出现故障,可用另一个自行电葫芦车组将其带出至离线维修段处维修。自行电葫芦车组可以通过一个小的空中弯轨来改变方向,其占用空间比推杆悬链要小。自行电葫芦车组的行走速度可以达到36m/min,可以实现快速前进并在停止前减速以减少串动。(见图4-14)由于前处理、电泳涂装工艺中有一个或多个浸渍过程,自行电葫芦和程控行车输送系统可使工件垂直进出处理槽,此时的槽子尺寸仅比工伯
行业排行
热门文章