电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电镀 - 第3页
高耐蚀装饰性镀铬
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1107次
高耐蚀装饰性镀铬是采用特殊工艺改变镀铬层的结构,从而提高镀层的耐蚀性,该镀层适用于室外条件要求苛刻的场合。在防护装饰性镀铬体系中,多层镍的应用显著提高了镀层的耐蚀性,研究发现,镍、铬层的耐蚀性不仅与镍层的性质及厚度有关,同时在很大程度上还取决于铬层的结构特征。从标准镀铬溶液中得到的普通防护装饰性镀铬层虽只有0.25~0.5μm,但镀层的内应力很大,.使镀层出现不均匀的粗裂纹。在腐蚀介质中铬镀层是阴极,裂纹处的底层是阳极,因此,遭受腐蚀的总是裂纹处的底层或基体金属。由于裂纹处暴露出的底层金属面积与镀铬层面积相比很小,因而腐蚀电流密度很大,腐蚀速度很快,而且腐蚀一直向纵深发展。由于裂纹不可避免,如果改变微裂纹的结构,使腐蚀分散,那么就可减缓腐蚀。在此构思下,20世纪60年代中期开发出了
一般防护装饰性镀铬
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1280次
一般防护装饰性镀铬采用中、高浓度的普通镀铬液,适用于室内环境使用的产品。钢铁、锌合金和铝合金镀铬必须采用多层体系,主要工艺流程如下。①钢铁基体铜/镍/铬体系工艺流程为:除油→水洗→浸蚀→水洗→闪镀氰铜或闪镀镍→水洗→酸铜→水洗→亮镍→水洗→镀铬→水洗干燥。防护装饰性镀铬的工艺规范多层镍/铬体系工艺流程为:除油→水洗→浸蚀→水洗→镀半光亮镍→水洗→光亮镍→水洗→镀铬→水洗→干燥。↓↑高硫冲击镍(1μm)②锌合金基体弱碱化学除油→水洗→浸稀氢氟酸→水洗→电解除油→水洗→闪镀氰铜→水洗→光亮镀铜→光亮镍→水洗→镀铬→水洗→干燥。③铝及铝合金基体弱碱除油→水洗→电解除油→水洗→次浸锌→溶解浸锌层→水洗一二次浸锌→水洗→闪镀氰铜(
防护一装饰性镀铬
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1193次
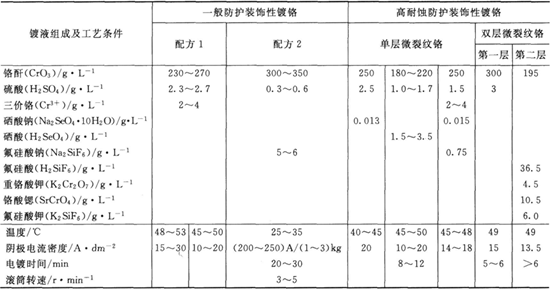
防护一装饰性镀铬不仅要求镀层在大气中具有很好的耐蚀性,而且要有美丽的外观。这类镀层也常用于非金属材料的电镀。防护一装饰性镀铬可分为一般防护装饰镀铬与高耐蚀性防护装饰镀铬。表4—28列出防护装饰性镀铬的工艺规范。装饰性镀铬的工艺条件也取决于欲镀的基体金属材料。可根据基体材料的不同适当调整工作温度和阴极电流密度。
镀铬液成分及工艺条件
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1994次
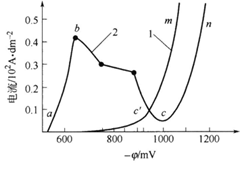
常用镀铬液的组成与工艺规范(1)镀液中各成分的作用1)铬酐铬酐的水溶液是铬酸,是铬镀层的惟一来源。实践证明,铬酐的浓度可以在很宽的范围内变动。例如,当温度在45~50℃,阴极电流密度l0A/dm2时,铬酐浓度在50~500g/L范围内变动,甚至高达800g/L时,均可获得光亮镀铬层。但这并不表示铬酐浓度可以随意改变,一般生产中采用的铬酐浓度为l50~400g/L之间。铬酐的浓度对镀液的电导率起决定作用,图4—19所示为铬酐浓度与镀液电导率的关系。可知在每一个温度下都有一个相应于最高电导率的铬酐浓度;镀液温度升高,电导率最大值随铬酐浓度增加向稍高的方向移动。因此,单就电导率而言,宜采用铬酐浓度较高的镀铬液。但采用高浓度铬酸电解液时,由于随工件带出损失严重,一方面
镀铬的电极过程
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1819次
工业上广泛使用的镀铬液由铬酐辅以少量的阴离子构成,镀液中Cr6+的存在形式根据铬酐浓度的不同而有差异,一般情况(Cr03200~400g/L)下,主要以铬酸(CrO42-)和重铬酸(Cr2O72-)形式存在。当pH值小于1时,Cr207-为主要存在形式;当pH值为2~6时,CrO72-与CrO42-存在下述平衡,即Cr2072-+H20====2HCr04-+2CrO]一十2H+当pH值大于6时,CrO42-为主要存在形式。由此可以看出,镀铬电解液中存在的离子有Cr2072-、H+、cro42-和S042-等。实践证明,除SO42-外,其他离子都可以参加阴极反应,采用示踪原子法对铬酸镀铬过程的研究表明,镀铬层是由六价铬还原得到的,而不是三价铬。(1)阴极过程由恒电位法测定
镀铬的类型及用途
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1594次
镀铬工艺种类众多,按其用途可作如下分类。①防护一装饰性镀铬防护一装饰性镀铬俗称装饰铬,镀层较薄,光亮美丽,通常作为多层电镀的最外层,为达到防护目的,在锌基或钢铁基体上必须先镀足够厚的中间层,然后在光亮的中间层上镀以0.25~0.5μm的薄层铬。常用的工艺有Cu/Ni/Cr、Ni/Cu/Ni/Cr、Cu—Sn/Cr等。经过抛光的制品表面镀装饰铬后,可以获得银蓝色的镜面光泽。在大气中经久不变色。这类镀层广泛用于汽车、自行车、缝纫机、钟表、仪器仪表、日用五金等零部件的防护与装饰。经过抛光的装饰铬层对光有很高的反射能力,可用作反光镜。在多层镍上镀微孔或微裂纹铬,是降低镀层总厚度,获得高耐蚀性防护一装饰体系的重要途径,也是现代电镀工艺的发展方向。②镀硬铬(耐磨铬)镀层具有极
镀铬工艺的主要特点
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1440次
从常用的铬酸镀液镀铬,与其他单金属镀液相比,镀铬液虽成分简单,但镀铬过程却相当复杂,并具有如下特点。①镀铬液的主要成分不是金属铬盐,而是铬的含氧酸——铬酸,属于强酸性镀液。电镀过程中,阴极过程复杂,阴极电流大部分消耗在析氢及六价铬还原为三价铬两个副反应上,故镀铬的阴极电流效率很低(10%~l8%)。而且有三个异常现象:电流效率随铬酐浓度的升高而下降l随温度的升高而下降;随电流密度的增加而升高。②在镀铬液中,必须添加一定量的阴离子,如SO42-、SiF62一、F一等,才能实现金属铬的正常沉积。③镀铬液的分散能力很低,对于形状复杂的零件,需采用象形阳极或辅助阴极,以得到均匀的镀铬层。对挂具的要求也比较严格。④镀铬需采用较高的阴极电流密度,通常在20A/dm2以上,比
镀铬液的分类
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1463次

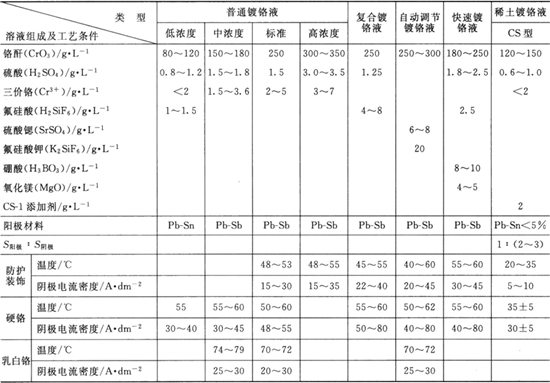
根据镀铬液的组成和性能不同,可将镀铬液分为如下几类。①普通镀铬液以硫酸根作为催化剂的镀铬溶液。镀液中仅含有铬酐和硫酸,成分简单,使用方便,是目前应用最为广泛的镀铬液。铬酐和硫酸的比例一般控制在Cr03:H2S04=100:1,铬酐的浓度在150~450g/L之间变化。根据铬酐浓度的不同,可分为高浓度(350~500g/L)、中浓度(150~250g/L)和低浓度(50~150g/L)镀铬液。习惯上把Cr03250g/L和H2S042.5g/L的中等浓度镀铬液称为“标准镀铬液”,又称为“万能镀铬液”,用于装饰及功能性多种镀铬。低浓度的镀铬液电流效率高,铬层的硬度也高,但覆盖能力较差,主要用于功能性电镀,如镀硬铬、耐磨铬等;高浓度镀液稳定,导电性好,电解时只需较低的电压,覆盖能力较稀溶液
电镀铬简介
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1500次
铬是一种微带蓝色的银白色金属,相对原子质量51.99,密度6.98~7.21g/cm3,熔点为1875~1920℃,标准电极电位为尤什/c,一一0.74V,老”/c,”一一0.41V和P甚e+/Cr抖一1.33V,金属铬在空气中极易钝化,表面形成一层极薄的钝化膜,从而显示出贵金属的性质。镀铬层具有很高的硬度,根据镀液成分和工艺条件不同,其硬度可在很大范围400~1200HV内变化。镀铬层有较好的耐热性,在500℃以下加热,其光泽性、硬度均无明显变化,温度大于500℃开始氧化变色,大于700℃硬度开始降低。镀铬层的摩擦系数小,特别是干摩擦系数,在所有的金属中是最低的。所以镀铬层具有很好的耐磨性。铬镀层具有良好的化学稳定性,在碱、硫化物、硝酸和大多数有机酸中均不发生作用,但能溶于氢
仿金电镀
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 2128次

仿金镀层具有真金的色泽,既雍容华贵又价廉物美,因此深受人们的喜爱,广泛用于首饰、日用电器、灯具、五金件、工艺品等民用商品上。作为装饰品用的仿金镀层一般比较薄,大约为l~2μm。仿金镀层可通过以下几种电镀工艺获得。①基体(金属或非金属)经适当镀前处理后,镀氰铜打底,光亮铜增厚镀层、亮镍后再仿金,最后喷涂一层清漆保护。②基体(金属或非金属)经适当镀前处理后,镀光亮镍,电镀仿金层,再在特种溶液中进行化学处理,使镀层颜色一致并起钝化效果,然后涂保护漆。③基体镀光亮镍后,用阳极电泳沉积法涂上一层透明树脂,浸入染色剂中着色,最后在160℃烘烤20min左右。④基体先镀铜,再镀锌,然后在420~450℃下热处理,使两种金属扩散融合而成铜锌合金(仿金)镀层。⑤基
行业排行
热门文章