电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电镀 - 第6页
电镀车间溶液冷却用水量
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1278次
电镀生产过程中某些溶液需要冷却。常用冷却介质有自来水、冷冻水(机械制冷水)、氨、氟利昂-l2等。根据生产中需要维持的温度和工艺要求来考虑冷却介质。工作时槽内产生的热量,主要来源于输入槽内的电流和电压,车间内温度对槽液的影响及化学反应产生的热量等。一般只按电流电压计算乘上附加系数即可。工作时槽中产生的热量按下式计算式中:Q为工作时电流、电J土输入槽内所严生的热量(kJ/h);U为槽上半均工作电压(V);I为槽内工作电流(A);K为未计人热量的附加系数,采用l.1~1.3。:中小型槽取较大值;大型槽取较小值;溶液工作温度高于室温的槽,此系数取l。用自来水的冷却水量按下式计算式中:G为冷却水量(m3/h);Q为冷却时所需冷量(kJ/h);r为冷却介质密度,
电镀车间油浸水冷整流器
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1207次
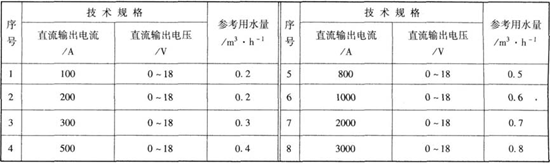
一般按产品样本上注明用水量采用。油浸水冷整流器冷却水参考用水量
电镀车间镀槽夹套用水量
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1153次
镀槽夹套概略用水量按夹套的容积来计算.一般小时平均用水量为:0.3~0。5夹套容积(m3/h);小时最大用水量为:2夹套容积(m3/h)。
电镀车间洗涤机用水量
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1170次
电镀车间洗涤机用水量洗涤机用水量一般按设备说明书要求采用。当缺乏资料时,可按0.5—1.0m3/T(镀件)水量估算。
电镀车间对清洗槽用水的要求
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1909次
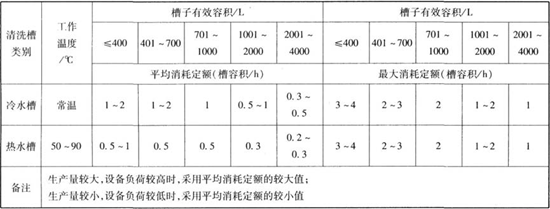
清洗方法较多,但应根据工艺要求采用清洗效率高、清洗水量少和能回收利用镀件带出液的清洗方法。(1)按清洗槽容积计算。清洗槽水消耗量,按每小时消耗水槽有效容积数的水来计算。平均消耗量为维持工作时的用水量,最大消耗量为空槽注水时的用水量。此计算方法适用于非批量生产,产品不固定和手工操作生产线。因用水量大,目前已很少采用。清洗槽水消耗定额(2)回收清洗法。零件从处理槽提出后,在进入清洗槽之前,为了回收一部分带出溶液,一般在镀铬槽、贵金属镀槽、电解抛光槽、钢铁件氧化槽等后面设置回收槽。基本工艺流程如下: 回收清洗法必须设置一级或二级回收槽。回收液必须加以利用。回收清洗法镀件单位面积的清洗用水量应小于lOOL/m2。(3)
电镀车间对给水水温,水量的要求
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1220次
电镀车间对给水水温,水量的要求水温冷水清洗无特殊要求,常温即可。热水清洗一般要求50℃~90℃。水量水量与镀种的工艺要求、设备使用方式、清洗方法有关。
电镀锌铁合金
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1504次
电镀锌铁合金对钢铁来说是阳极性镀层,对基体有很好的保护作用。按照镀层中铁含量,锌铁合金分为高铁合金镀层和微铁合金镀层,前者含铁在7%~25%,镀层的耐蚀性是镀锌的l~2倍,但由于镀层中含Fe量高而难以钝化,主要作为汽车钢板电泳底漆底层;含铁低于1%的锌铁合金镀层,可钝化处理,特别在0.3%~0.6%的微铁合金,经钝化处理后,耐蚀性大大提高,尤其是经黑色钝化的镀层具有最高的耐蚀性,且黑色钝化不用银盐。经盐雾实验和海水浸泡实验均表明其耐蚀性与镀镉层相当。另外,电镀锌铁合金成本低,镀液容易维护,可挂镀也可滚镀,所以使用量逐渐扩大。电镀锌铁合金镀液大致分为碱性镀液、硫酸盐镀液、氯化物镀液和焦磷酸盐镀液等。这里仅以碱性镀液和氯化物镀液为例说明其镀液基本组成与工艺条件。(1)碱性镀液组成与
电镀车间对给水水压的要求
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1210次
一般槽内清洗时要求水压不低于0.02MPa;喷洗为0.1MPa~0.3MPa;设备冷却水压为0.2MPa左右。前苏联电镀用水水质标准
电镀车间对给水水质的要求
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1513次

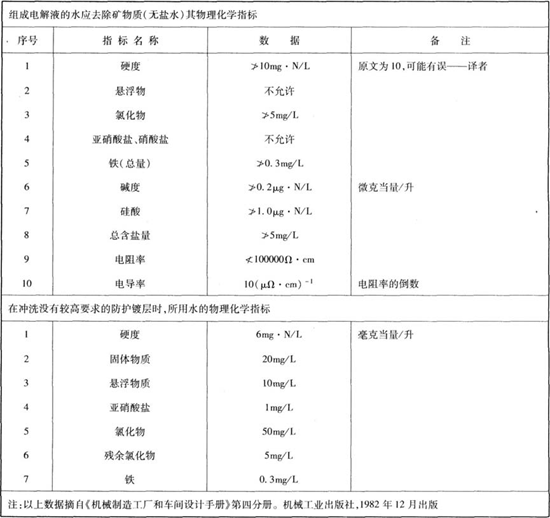
电镀车间给水水质,根据工艺的不同要求,一般分为工艺用水(包括配置溶液、校正调整溶液和溶液蒸发补充水等)、镀件清洗水以及设备冷却水三种。对镀件清洗水的水质要求视镀件表面处理的种类、生产过程和清洗后的水补充镀槽、循环回用,还是处理后排放而定。如清洗后的水补充镀槽或循环回用,清洗水应用除盐水。除此之外,镀件清洗水和设备冷却水一般采用符合生活饮用水标准的自来水。配制和调整溶液用水,当要求较高时需用除盐水。纯水的分类水中杂质对电镀质量的影响
冲击式除尘器
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1373次
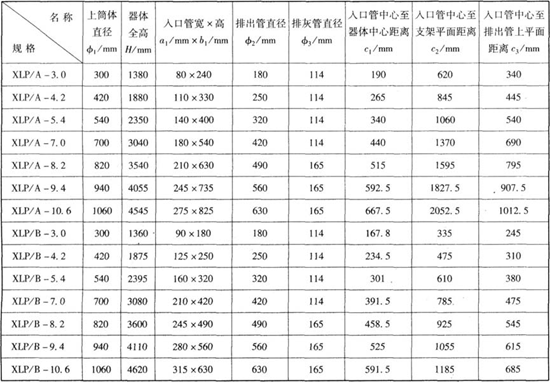
冲击式除尘器也称水浴除尘器。它的作用是使含尘气体以较高的速度喷出,冲击液面,撞击起大量的泡沫和水滴,而尘粒则随气流冲入水中,细小的尘粒还可在水滴中进行净化。XLP型除尘器的主要尺寸该除尘器结构简单,可现场砌筑,耗水省(0.1L/m3—0.3L/m3);但对细小粉尘的除尘效率不高,且泥浆难于清理。由于水面剧烈波动,除尘效率也不能保证。
行业排行
热门文章