电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电弧喷涂 - 第1页
电弧喷涂的主要工艺参数
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1741次
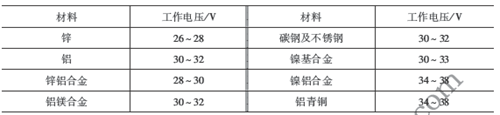
电弧喷涂的主要工艺参数电弧喷涂的主要工艺参数有:喷涂电压、喷涂电流、雾化空气压力和喷涂距离1喷涂电压喷涂电压是指两金属丝尖端之间的电弧电压,它反映了丝材尖端间隙的大小,有效地控制电弧电压可以保持雾化区几何形状的稳定。每种材料都对应有自己维持电弧稳定燃烧的最低电弧电压值。喷涂电压越低,熔化了的粒子尺寸就越小。但是,如果电弧电压低于材料的临界最低电弧电压,电弧就不能稳定地燃烧。当喷涂电压高于临界电弧电压时,随着电压的提高,丝材尖端的间距、喷涂射流角度和喷涂粒子的颗粒尺寸范围都随之增大。同时被喷涂材料的元素烧损程度也增大,尤其是那些容易与氧化合的元素,其烧损更为严重。随着喷涂电压的提高,沉积效率逐步降低。可见,电弧电压对喷涂质量影响很大,在保证电弧稳
电弧喷涂的电弧喷涂设备
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1705次
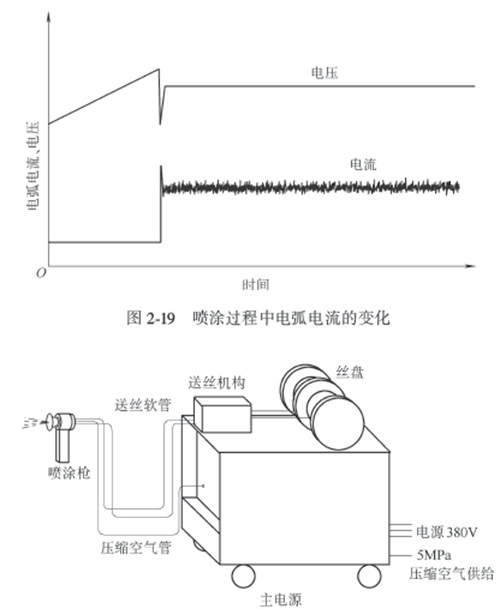
电弧喷涂设备电弧喷涂设备主要由喷枪、喷涂电源、控制箱、送丝机构等构成。目前大多数设备都将控制箱与喷涂电源合并在一起。 电弧喷涂设备构成示意图1喷涂电源(1)电源特性要求目前电弧喷涂大多采用外特性和动特性适于电弧喷涂特点的专用电源,即电源外特性是平特性或略带上升的外特性,而动特性有足够大的电流上升速率,,平直或略带上升的外特性比陡降外特性有大得多的电流自调节性能。当弧长变小时,电流能迅速增大,加速金属丝的熔化而恢复弧长;当弧长变大时,电流又能迅速减小,减少金属丝的熔化速度而恢复弧长。由于不同金属材料要求的最低喷涂电压不同,要求喷涂电源的输出能在一定范围内调节。一般,喷涂电源的空载电压调节范围是24~38V。(2)电源构成喷涂电源的主
电弧喷涂的喷涂原理
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 2362次
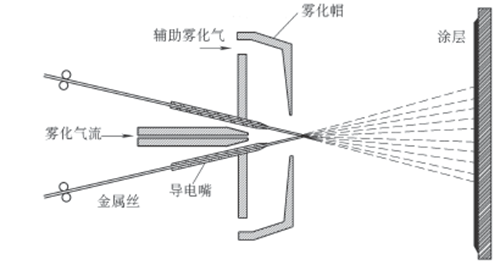
电弧喷涂电弧喷涂是利用两根连续送进的金属丝之间产生的电弧作热源来熔化金属,用压缩空气把熔化的金属雾化,并对雾化的金属细滴加速使之喷向工件形成涂层的技术。喷涂原理端部呈一定角度(30°~50°)的两根连续送进的金属丝,分别接直流电源(18~40V)的正负极,在金属丝端部短接的瞬间,产生电弧。电弧使金属丝熔化,在电弧点的后方由喷嘴喷射出的高速空气流使熔化的金属雾化成颗粒,并在高速气流的加速下喷射到工件的表面。电弧喷涂原理图在电弧和雾化气流的作用下,两金属丝的端部频繁地进行着金属熔化—熔化金属脱离—熔滴雾化成微粒的过程。在每一过程中,极间距离频繁地发生变化,在电源电压保持恒定时,由于电流的自调节特性,电弧电流跟随发生频繁地波动,自动维持金属丝的熔化速度,
行业排行
热门文章