电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电泳槽 - 第2页
电泳槽的槽体设计及循环系统
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1860次
为了使电泳槽的槽液成份分散均匀,不使涂料粒子沉降到槽低,电泳槽液要不停地保持循环。电泳系统使用位于槽底和槽边的带有成排的喷射器和集管的管道系统来防止油漆粒子的沉积。槽底和槽角理想的槽子设计中要将槽底的死角区域尽可能减少,方的底角比较容易成为死角。圆角或(椭圆)形的底角可以消除死角。如果有必要,可以将喷射器对准这些死角作喷射以改善槽液的循环。对于泵井和堰箱的设计要特别小心,尽量使死角减少和消除。泵井和堰箱中特别容易积累油漆固体,它会成为维护中的头痛的问题。电泳槽的清槽要定期地作好清槽,将从吊架上落入槽中的工件取出。这些落入槽中的工件会影响槽液的循环,并造成涂料固体在这些掉落的工件上的堆积。最终,这些堆积的固体就成为脏物,它会造成涂膜的缺陷。在清槽时,可使用备槽将槽液转移
电泳槽槽体的一般设计要求
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1394次
电泳槽电泳槽是盛装电泳涂料槽液的容器。它由几个重要的子系统所组成:1.循环系统A.搅拌器B.冷却系统2.过滤系统3.加料系统4.电器系统A.整流器B.电解池C.电极5.超滤系统电泳槽由低碳钢或不锈钢材料制造。槽内衬有保护层。薄膜内衬的厚度约20-40密尔,厚膜内衬的厚度约120-140密尔。这种内衬要耐化学腐蚀和有一定的绝缘强度可以使用的材料有CeilcoteCoroline505或相当的材料。涂料的供应商会指定适用于他们的电泳材料所需要的内衬的型号。这种内衬必须能在涂料的pH范围内工作。耐受溶液中所在的溶剂的腐蚀,并且能耐受600伏直流电压。典型的内衬是涂在经过适当处理的基材上的由玻璃纤维增强的厚膜(120-140密尔〕环氧
电泳槽子的设计
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1200次
槽子的设计电泳工艺中所需要溶液槽的数量、溶液槽的类型、和处理工序的程序等要取决于对处理工件的质量要求、化学品和设备供应商的意见等。对于最终产品的质量要求必须先写成说明书(抗紫外线能力、盐雾试验时间等)。然后用这些说明书的要求来选择将使用的预处理方法。槽子的基本部件包括:槽室、泵、喷嘴和工件的通道。使用加热器、阀门和表具作为控制用。在喷淋槽中,槽液通过泵、喷嘴到达工件再回到槽中进行循环;浸渍槽则将工件浸在槽液中。涂装系统的运行人员都要对所操作的预处理系统、所使用的材料、各种槽子的设计和控制方法都有了解,这些是十分重要的。
电泳槽、备用槽和电泳涂装室体
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1488次
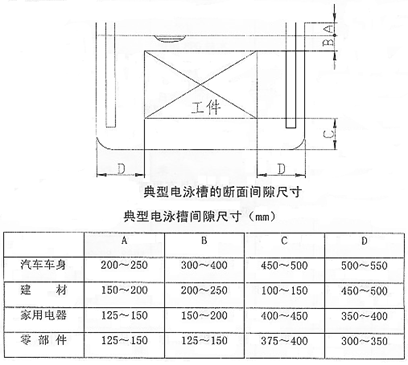
电泳槽是电泳涂装作业的浸槽(或称主梢),形状有船形和长方形两种。典型电泳槽的断面间隙尺寸见下图: 电泳槽体通常分为主槽和辅槽两部分,由钢板及型钢焊接制成。电泳槽体的特点:(1)在满足电泳漆工艺条件的前提下,应尽量减小主槽的容积。(2)主槽的横断而形状应与漆液搅拌流向相适用,以增强搅拌效果。(3)主槽的纵断面应使漆液沿单一循环路线连续流动,液面流向与工件运行方向相同,为此,在入槽端应设置导流板。(4)主槽底板向入槽端或向中部倾斜,其斜度为10/1000~15/1000并在槽底最低处设置漆液排放口。(5)尽量避免槽内产生死角,在转角处应以圆弧或斜板过渡。(6)辅槽设置在出槽端,可以回收工件带出的余漆。它的作用是盛接电泳槽表
阴极电泳涂装槽
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1142次
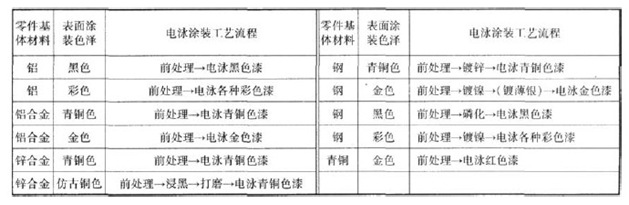
彩色阴极电泳涂装工艺是90年代国际流行的表面处理新工艺。根据零件基体材料和所需颜色不同,可选择不同的配合工序。常见的阴极电泳涂装工艺流程列于表l2—2—1。由于阴极电泳涂装前处理工序与电镀相同,而且多数工厂是在电镀车间完成阴极电泳涂装工作。为此对阴极电泳涂装槽及相关设备予以概略介绍。阴极电泳涂装槽由槽体、连续过滤装置、热交换器、阳极区隔膜、导电装置和温度控制装置等组成,工作温度在25%左右,视漆液牌号而定。 槽体通常由硬聚氯乙烯板制成,分为主槽和副槽两部分,上部通过溢流口相连接,使主槽内的漆液能顺利流人副槽内。主槽内靠近阳极导电装置的侧面,设置阳极隔膜,以稳定溶液pH值,当阳极区内电导率和pH值升高时,应更换阳极区的溶液和补充高纯水。由于槽液呈酸性
阴极电泳槽液循环系统和过滤装置
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1494次
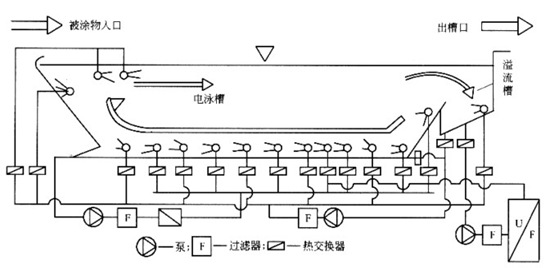
阴极电泳槽液循环系统和过滤装置阴极电泳槽液自配槽后就应连续循环搅拌,因故障停止搅拌时间不应超过2h,循环搅拌的主要功能有以下四个:①保持槽液均匀混合和防止颜料在槽中或被涂物的水平面上沉淀,提高车身内表面的涂装效果;②槽液循环经过滤器,除去槽液中的颗粒状的尘埃和油污;③保持槽液的温度均匀,通过使用热交换器交换掉由涂装电能和泵工作的机械能转换成的热量;④及时排除在电泳过程中在被涂物表面上产生的气体。槽液循环系统一般由循环过滤、循环热交换过滤、超滤(UF)三条回路组成。槽液循环三条回路及槽液流动方向在槽液循环过程中确保液面流速不应小于0.2m/s,靠近槽底部槽液流速最低为0.4m/s。在连续式生产场合,槽液流向与被涂物(如车身)前进方向一致,液流
电泳槽、备用槽和电泳涂装室设计
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1443次
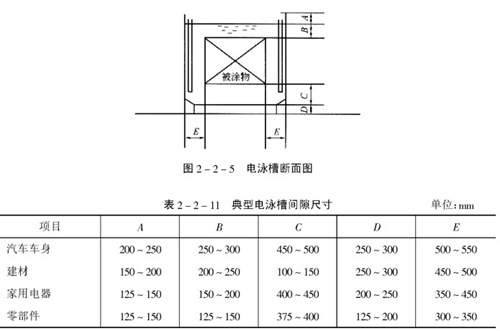
电泳槽、备用槽和电泳涂装室电泳槽是电泳涂装作业的浸槽(或称主槽)形状有船形和长方形两种。长方形电泳槽适用于步进间歇式生产和输送方式,其内部大小要取决于被涂物(或装挂吊具)的尺寸。船形电泳槽适用大量流水连续式生产,其两端的斜坡长度取决于被涂物出入槽的角度,平段的长度根据链速和泳涂时间确定。为保证槽液较好的搅拌状态和最佳的极间距,槽子容纳被涂物要留有间隙。在电泳槽的出口端设有溢流槽(也称辅槽)它的作用是盛接电泳槽表面流带入的泡沬和尘埃,并有消除泡沬的功能。主槽与溢流槽之间设一可调堰,以调节槽液位及表面流动状态。槽液到溢流槽的落差最大不许超过150mm。(一般为50以内)以防起泡。要求的前提下应尽可能小,以缩短更新期和配槽投料的资金。尤其被涂物(车身〉与槽壁之间
电泳漆泳涂时间的工艺管理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1251次
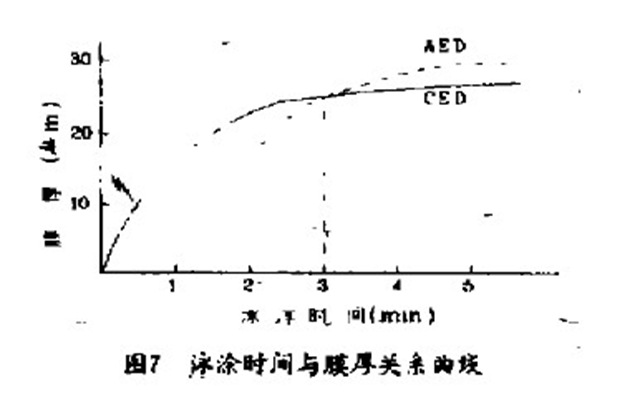
在电泳槽中的泳涂时间系指被涂物在槽液液面下形成涂膜(通电)的时间这一时间通常限定在全缦2~4min之间一旦设定的时间将不再变动,除非有提高或降低生产线的速度之需要。泳涂时间或成膜时间对涂膜的浓透力有直接影响,见图7、图8。在这两种场台下.随泳涂时间增长.涂膜厚度增厚.泳透深度增大随泳涂时间增长,电流值急剧下降(见图9).由于析出涂膜的电阻cED>AED.阴极电泳的电流值低。 泳涂时间在电泳涂装工艺管理中起重要作用,适当增高泳涂电H三可缩短泳涂时间.在较低泳涂电压时可增加『永涂时间。由于镀锌钢板的破裂电压较低.需延长泳涂时间以降低入槽电压来获得同样的涂膜厚度。通常在电泳涂装设备的设计过程中就确定泳涂时间.在正常运转的情况下将不再变动。
电泳涂装室功能及设计简介
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1231次
Normal07.8磅02falsefalsefalseMicrosoftInternetExplorer4/*StyleDefinitions*/table.MsoNormalTable{mso-style-name:普通表格;mso-tstyle-rowband-size:0;mso-tstyle-colband-size:0;mso-style-noshow:yes;mso-
日本的电泳槽液逆向流循环方式
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1413次
.jpg)
Normal07.8磅02falsefalsefalseMicrosoftInternetExplorer4/*StyleDefinitions*/table.MsoNormalTable{mso-style-name:普通表格;mso-tstyle-rowband-size:0;mso-tstyle-colband-size:0;mso-style-noshow:yes;mso-
行业排行
热门文章