电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第36页
工字钢的规格型号重量表_工字的规格表示方法
发布 : 涂装助手 | 分类 : 机械五金查询手册 | 评论 : 0人 | 浏览 : 802次
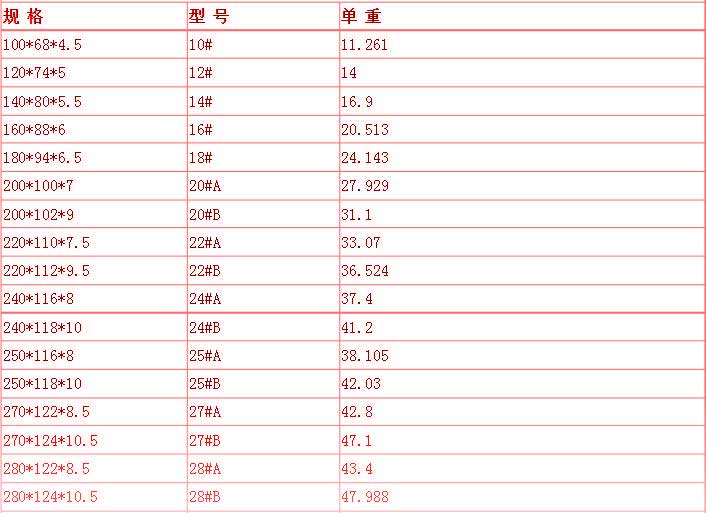
工字的规格表示方法工字钢是一种截面为工字形的长条型钢材,工字钢的规格一般是以腰高*腿宽*腰厚来表示,比如100*68*4.5的工字钢,这种型号的工字钢就是表示的腰高为100mm,腿蒙山为68mm,腰厚为4.5mm的工字钢,一般称为10#工字钢,工字钢的规格也可以用型号也就是cm来表示,比如16#的工字钢,就是表示的腰高160nn的工字钢,如果腰高相同的工字钢有几种不同的腿宽和腰厚,这时就会在工字钢的型号后边加上a,b,c来加以区分,比如:32a#工字钢,32b#工字钢等等不同的表示方法。工字钢分为普通工字钢和轻型工字钢两种,热轧普通型号的工字钢的规格为10#-63#共21种。工字钢的用途十分的广泛,在建筑,车辆,支架等行业中都有广泛的应用。工字钢的规格型号重量表
研磨的基本原理是什么
发布 : 涂装助手 | 分类 : 机械五金查询手册 | 评论 : 0人 | 浏览 : 588次
研磨的基本原理用研具和研磨剂从工件表面磨掉一层极薄的金属,这种表面加工的方法叫研磨。磨粒通过研具对工件进行微量切削,这种微量切削包含着物理和化学的综合作用。研磨时预先把磨料涂在研具或工件的表面上,在受到工件或研具的压力后,研磨料的微小细料被嵌入研具面上,这些微细磨粒象无数刀刃在研具表面构成了一种半固定或浮动的多刃基体,当、研具与工件作相对运动时,磨料在工件和研具之间作滑动,滚动,对工件产生微量的切削。用氧化铬,硬脂酸等化学研磨剂进行研磨时,当与空气接觖后,很快在工件表面形成一层氧化膜,其中钢、铁成膜时间只要0.05秒,铅约需0.04秒,氧化膜本身很容易被磨掉,在研磨的过程中,氧化膜又迅速地形成(,又不断地被破坏,经过多次的反复,工件表面就很快得到较高的精度和光洁度。
引起钣金板料变形的原因有哪些
发布 : 涂装助手 | 分类 : 机械五金查询手册 | 评论 : 0人 | 浏览 : 525次
引起钣金板料变形的原因有哪些一般来说,引起板料变形有以下几个原因:1.板料受到外力影响发生材料局部凸起。2.板料本身内应力引起的翘曲。3.板料氧割以后,材料局部翘曲发生变形。
槽钢的规格型号重量表_槽钢的规格表示方法
发布 : 涂装助手 | 分类 : 机械五金查询手册 | 评论 : 0人 | 浏览 : 813次
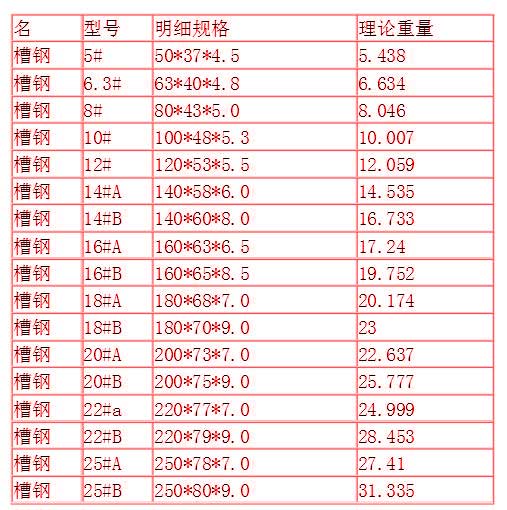
槽钢的规格表示方法槽钢是一种截面为凹槽形的长条形钢材,槽钢的规格一般表示为腰高*腿宽*腰厚,比如140*58*6的槽钢,就是表示腰高为140mm,腿宽为58mm,腰厚为6mm的槽钢,或是称为14#槽钢,如果腰高相同的槽钢有几种不同的腿宽和腰厚,一般是需要在型号的右边加上a,b,c来加以区分的,比如25a#,25h#等等,槽钢还分为普通槽钢和轻型槽钢,热轧普通槽钢的规格为5¥-40#等20种。槽钢主要是用于建筑结构,车辆制造和其他的一些工业结构中,槽钢一般会与工字钢配合来使用。槽钢的规格型号重量表以上就是一些关于槽钢的知识,有需要的可以了解一下。
滚齿是什么
发布 : 涂装助手 | 分类 : 机械五金查询手册 | 评论 : 0人 | 浏览 : 574次
滚齿是什么滚齿加工是在滾齿机上利用齿轮滚刀加工齿轮轮齿的工艺方法。齿轮滚刀的形状是要求法向模数的模数螺纹,在垂直于蠔旋槽方向切出沟槽并进行刀具的有关要求加工而形成切削刃,该切削刃近似于齿条齿形。滚齿时,滚刀的旋转为主运动,由于滚刀的旋转,其法向的“齿条”在法平面内作平移运动。工件安装在工作台上,根据被加工工件的齿数和齿轮滚刀的头数.通过主运动及计算好的挂轮组成传动链,使工作台旋转,以保证正确的强制性的啮合关系,所以轮齿成形依据的是齿条、齿轮啮合传动原理,我们也可理解为蝶旋齿轮与正齿轮或斜齿轮的啮合).滚刀的垂直进给运动是为了使滚刀切过整个齿宽。由于滚刀的螺旋升角的存在,在滚刀安装过程中,必须使刀具螺旋的切向与被加工齿轮的齿向一致才能符合加工要求。滚齿是加工外圆柱齿轮的常用方法,滚齿自动化程度
什么是铣齿_铣齿加工的原理
发布 : 涂装助手 | 分类 : 机械五金查询手册 | 评论 : 0人 | 浏览 : 752次
齿轮是一种常见的机械结构,齿轮在制造中有许多的加工环节,比如铣齿,什么是铣齿,下面我们一起来了解一下吧。铣齿加工的原理铣齿是齿轮制造中的一环,铣齿一般是在铣床上利用具有渐开线形刀刃的成形模数盘铣刀或指状铣刀,将齿榷加工出来。每铣完齿轮的一个齿梢后,分度机构由手工分度转过一齿,再铣出另一个齿槽,如此循环,直到全部铣完结束。铣齿加工具有下列特点:1.铣齿设备简便,刀具成本低。2.铣齿—般情况下生产率比较低,这是因为每切一齿都有切人、切出、退刀和手工分度等辅助时间。3.铣齿的加工精度比较低,这是由于铣削同一模数而不同齿数齿轮所用的铣刀,一般只有8把,有时候也会有15把及26把铣刀,每把铣刀都有它规定的铣齿范围,铣刀刀刃的渐开线形状只与该号刀从所加工的齿数范围内的最少齿数齿麻的渐开线一致,对于其它齿
钛金属的特性是什么
发布 : 涂装助手 | 分类 : 机械五金查询手册 | 评论 : 0人 | 浏览 : 656次
钛金属的特性是什么钛金属呈现银白色,钛具有强度高、不锈而且很轻的优点。钛的密度为4.5,约为铁的一半,强度大体与钢相同,为30〜50公斤/平方毫米,耐蚀性比不锈钢好,具有延展性和焊接等加工性。由于高强度钛合金具有120〜150公斤/平方亳米强度,而且很轻,所以钛是飞机和宇宙开发中不可缺少的重要结构材料。钛的资源很丰富,钛是构成地壳的金属元素之一,钛的含量仅次于铝、铁和镁,居于第四位,储量丰富。钛的冶炼需要比较高超的技术,原来的金属冶炼技术几乎用不上,因而在1950年前后才建立起工业规模的钛冶炼技术,历史很短。这是因为在高温下钛很活泼,几乎能与一切物质发生反应,所以通常在高温下必须隔绝空气,在真空中进行操作,而且钛的熔点高达1668摄氏度,在熔炼时不能采用一般坩埚。作为材料的
PU的形状记忆是什么材料
发布 : 涂装助手 | 分类 : 机械五金查询手册 | 评论 : 0人 | 浏览 : 521次
PU的形状记忆是什么材料热致彻SMP—般会具有网相结构,即能记忆起始形状的固定相和随温度能可逆固化和软化的可逆相。可逆相为物理交联结构,如熔点较低的结晶态或玻璃化温度较低的玻璃态,其作用是使制品产生变形并固定该形状。固定相可为物理交联结构,如较高的结晶态的玻璃态,或高分子量的大分子链之间相互缠绕,也可为化学交联结构,其作用是对于成型制品原始形状的记忆与恢复。PU的分子链一般由两部分组成,Estes等先采用“软段”勺“硬段”描述其结构。软段一般为聚醚、聚醋或聚烯烃等,硬段一般由异氰酸酯和扩链剂组成。由于PU中非极性的软段与极性的硬段之间是不相容的,软段及硬段能够通过分敗聚集形成独立的微区,这种“微相分离”的本体结构,符合TSMP的条件。同时软、硬段乂是以化学键键合的,相分离必然受到限制,从而得
加工硬化是什么
发布 : 涂装助手 | 分类 : 机械五金查询手册 | 评论 : 0人 | 浏览 : 689次
加工硬化是什么切削过程中,第1变形区由于强烈的挤压和摩擦,使已加工的表面层产生塑性变形,表面硬度显著提高,这种现象称作加工硬化,硬化层的深度可达0.07〜0.5mm,同时伴有残余拉应力和细微裂纹,致使零件的表面质量、疲劳强度和耐磨性降低,或给下一道工序的加工增加困难,增大刀具的磨损.所以,已加工表面的加工硬化现象在切削加工中应设法减少或避免。对于一些塑性较好的材料,有时可利用加I硬化现象以降低其表面粗糙度值.一般来说,硬度低、合金元素多及回复温度较高的材料易引起加工硬化,而减小进给量、增大刀具前角则可以降低加工硬化.
行业排行
热门文章

湘公网安备 43122202000176号