电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电泳生产线设计 - 第1页
电泳生产线废物处理
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1374次
废物处理环境保护的法规要求对所有类型的涂装所产生的液体和固体废物进行处理。电泳涂装也不例外。预处理系统和电泳系统所产生的液体和固体废物可以用废水处理系统来处理。需处理的废物来自系统中的许多地方,例如:1.预处理脱脂槽的溢流水;2.预处理脱脂槽的废脱脂液;3.预处理水洗工序中的溢流水;4.预处理水洗工序中的废水;5.磷化槽的清槽维修废液;6.预处理酸性废液和清槽清洗废液;7.电泳后水洗废水;8.电泳渗洗液;9.制水设备;10.超滤设备清洗废水;11.电解池冲洗废水;12.电泳槽清洗废水;13.溢出的涂料;14.过滤袋清洗废水。废水处理设备至少要处理上述这些废水,而且可能还会有其它废水要求处理。废
电泳生产线吊架(挂具)的设计
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1257次
吊架为了使电泳工艺正常地工作,保持工件和吊架之间没有电导损失是绝对重要的。为了保证在电泳中吊架与工件之间的接触,二者之间的接触区要有边接触或使用夹具接触。接触的不良会阻止成膜。只能使用能提供良好接触的工具,不推荐使用圆弧形或圆棒形的吊钩。吊架上的工件要尽可能紧密地排列,间距要小。在吊具上的适当的投资会由于得到较高的产量,减少废品等在短期内收回。工件在吊架上吊装的位置要使它不积存溶液和空气。如果工件是杯形的,那就采用双线水平吊装在吊架上,当工件以一个角度进槽而以另一个角度出槽时就可以使其内部积存的气泡在出槽时分别向两侧移动,使工件的整个内表面都能涂装到
电泳生产线水洗系统设计要点
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1284次
水洗系统采用水洗工艺是为了去除粘附在已沉积的电泳膜上过多的油漆材料。在水洗中将非电泳沉积的油漆固体回收利用,它有助于防止在非水洗表面上可能产生的缺陷。理想的水洗应在工件离开电泳槽后的15秒内进行,通常的水洗要作3分钟。实际所需的水洗时间由工序、线速度和工艺循环时间所决定。在作闭路水洗处理时,二级水洗溶液(超滤液、去离子水和洗下的涂料固体)互相串联后与电泳槽的堰箱串连相通。当工件从系统中经过时,被逐渐更干净的水洗溶液洗涤。通常在水洗工序中有三道或更多的水洗步骤,水洗方法有喷淋和浸渍法,或者将二者结合使用。当工件离开电泳槽时,有一种高固体的被称为“胶乳”的液体会黏附在电泳膜上。水洗系统要将这层胶乳洗掉,使工件具有良好的外观并提高电泳涂料的利用效率。
电泳喷淋段的设计简介
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1333次
溶液槽喷淋工序的槽长通常与整个工艺区的长度大致相同。工艺区的长度由传动链的速度乘上所需要的处理时间所决定。槽子的宽度要比通道宽30-40”,以便安装槽门和水泵等。溶液槽的最小深度为42”,以使水泵有足够的安装深度。溶液槽的大小要由槽子的容积和每分钟泵送的溶液的体积的比值来决定。这个比值的一般推荐值为3。这些体积是溶液的实际体积,还必须考虑使用内加热器时所占体积带入的误差。为了排出槽液和清洗槽底,槽底要有坡度,每5英尺的槽宽度要有1英寸的下降坡度。槽下要有适当的支撑。锌磷化槽的槽底必须设计成便于用永久性的与转移泵相连接的管道、或者用浸入的软管吸出、或者便于使用手工清扫工具来进行除渣工作。加热用螺管和水泵等应该在槽中安排适当去渣在锌磷化槽的边上必须建有澄清槽,澄清槽在
阴极电泳生产线工艺设备示意图
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1524次
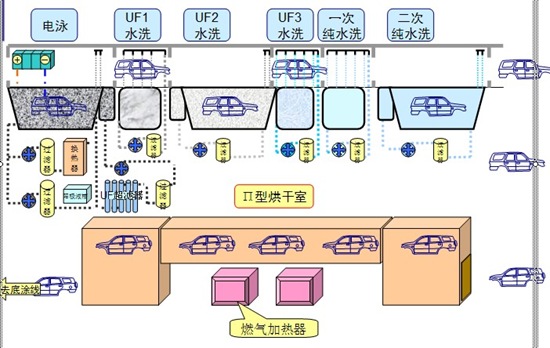
长城汽车股份有限公司第二事业部涂装车间阴极电泳生产线工艺设备示意图
电泳涂料补加装置
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1235次
随着生产的进行,电泳槽液的固体分下降,其颜基比、中和剂和有机溶剂的含量也都有所变化,需根据涂装面积和实际测定的结果,算出相应的涂料和各种助剂的补给量、补给配比和补给周期。向电泳槽补加涂料的方式有以下几种:(1)配备专用的涂料补加装置(包括混合罐、搅拌机、输送和内循环用泵、过滤器等)。按涂料调配的要求,先将涂料在混合罐中与槽液或去离子水充分混合(或加中和剂调好PH值和稀释)搅匀后,再借助泵将调好的涂料输入电泳槽。(2)在槽液循环管路上安设混合器补加,在混合器一端分别输入槽液和补加的涂料,从混合器另一端输出,补加涂料与槽液混合比一般为1:50~100。(3)直接用泵分别将颜料浆和乳液供给到两条槽液循环管线上,在循环泵的进口端注入颜料浆的注入速度不应大于38L/m
电泳后冲洗设备
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1260次
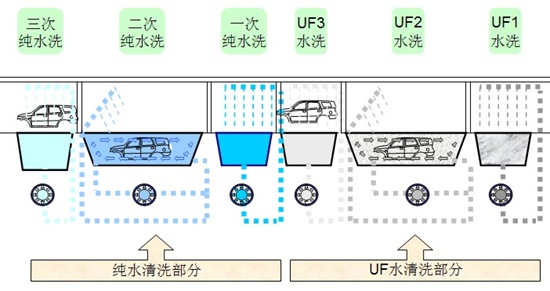
电泳后冲洗设备的作用是清洗、回收工件表面从电泳槽中携带出来的浮漆,确保电泳漆膜质量,提高涂料利用率,减少污染物排放。电泳后冲洗设备由超滤液(UF液)清洗及纯水清洗两部分组成,其完整的电泳后冲洗设备见下图: 选用电泳后清洗设备应考虑以下原则:(1)根据被涂物的结构及对涂膜装饰性要求选择清洗道数和方式。像汽车车身那样复杂的被涂物则需选用6道工序以上的喷、浸结合式的清洗工艺;(2)工件出槽就马上冲洗,保持工件湿润,不使表面沾污和干结。喷洗时间(10~30)秒(达到置换清洗液)即可。(3)槽液本身具有易起泡的特性,落差过高、喷射作用、喷射压力过高易起泡,应调整在(0.05~0.1)MPa之间。(4)为保证清洗质量,泵和喷嘴之间应安装过滤器,浸洗
电泳涂装生产线供电系统
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1566次
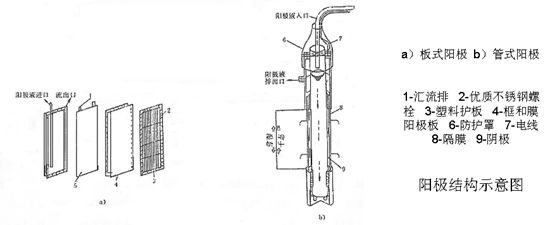
电泳涂装生产线供电系统该系统包括直流电源,电极及板罩,极液循环系统等。1、电泳涂装直流电源,直流电源由整流管供给,供车身的阴极电泳的直流电源电压应能在(0~500)V之间可调,泳涂零部件的电压可适当低一些(0~400)V。直流电要经滤波,电压脉冲幅度不能超过平均直流电压的5%,在满负荷情况下电压脉动率要小于5%。对于连续通过式的电泳涂装为了降低入槽段的电流密度,避免过于激烈的电解反应发生,提高涂膜外观质量,入槽段应采用低电压:为了提高被涂物内腔的泳透力,在电泳过程中需采用高电压。所以,多个整流柜,多段电压供电方式已在电泳涂装中经常使用。2、在阴极电泳涂装场合的阳极在阴极电泳涂装场合,阴极和阳极的面积之比为4:1~5:1。阳极沿
电泳涂装生产线超滤(UF )系统设计
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1706次
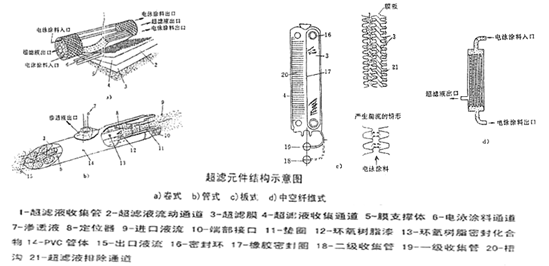
超滤系统是电泳涂装工艺中主要设备之一,其主要作用有如下两点:(1)电泳涂料的回收,在使用超滤系统时,因为可以用超滤透过的清洗液充分洗涤除去粘附在被涂物上的电泳涂料,进行回收,回收效益可高达95%以上,节约电泳涂料,减少污水处理量及费用(2)电泳槽的控制,电泳槽内槽液的电导率及杂质离子含量可以通过超滤液的排放而得到有效控制,保证电泳涂膜质量。超滤器的结构形式有多种,常见的超滤器有管式、中空纤维式、卷式和板式四种形式,它们各有优缺点,下图为四种超滤器的结构示意图,超滤(UF)系统主要有以下几部分:(1)供漆部分根据超滤器本身的结构特性,要保证超滤器内部电泳涂料的一定流速和流量选择供漆泵,供漆部分有两种形式,对于小型电泳槽采用直供式,即供漆和超滤循环共用一台
电泳槽液循环系统(包括过滤器和冷却装置)
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1940次
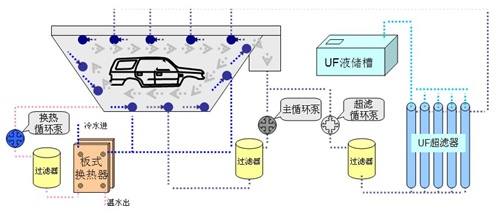
阴极电泳槽液自配槽后就应连续循环搅拌,因故障而停止的搅拌时间不应超过2小时。循环搅拌的主要功能有以下四个:(l)保持槽液均匀棍合和防止颜料在槽内或被涂物的水平面上沉淀。(2)槽液循环经过滤器,除去槽液中的颗粒状的尘埃和油污。(3)保持槽液的温度均匀,.通过使用热交换器,交换掉由涂装电能和泵工作的机械能转换成的热量。(4)及时排除在电泳过程中在被涂物表面上产生的气体。电泳槽循环管路和喷射布置示意图,如下图所示;槽液循环系统一般由主循环过滤、热交换循环过滤、超滤(UF)3条回路组成。在槽液循环过程中应确保液面的流速(0.2~0.3)m/s,靠近槽底部的流速最低为0.4m/s。在连续式生产场合,槽液流向与被涂物(如车身)前进
行业排行
热门文章