电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电解着色 - 第1页
12月24日
电解着色(混盐)故障及纠正方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1353次
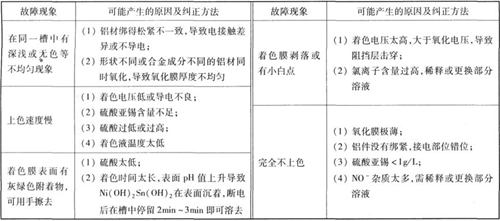
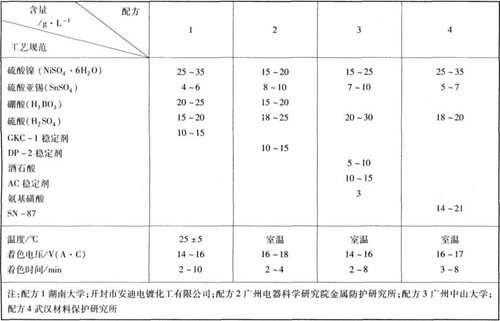
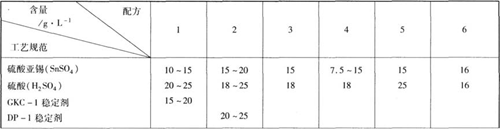
镍锡混盐着色工艺故障及纠正方法其他色系电解着色工艺规范
12月24日
电解着色操作注意事项
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1289次
(1)挂具。氧化和着色均应采用硬铝作挂具,不导电部分要绝缘,不能用钛作挂具。必须保障足够的导电面积和牢固接触,防止松动错位。铝型材用纯铝绑料,一定要绑紧每一根型材。(2)对极。用耐酸不锈钢作对极,呈栅栏式分布,其面积至少要与着色最大总面积相等。在对极上挂一些纯锡条可提高着色稳定性,防止亚锡氧化、。(3)氧化膜。着色氧化膜厚度要大于6μm着纯黑色要大于10μm。(4)工艺衔接。氧化后要立即进行着色,放在清水中太久(>30min)将着色困难,因发生水化反应而降低氧化膜的化学活性。(5)软升压。氧化零件需先浸入着色液中,让金属离子向膜孔扩散,然后在30s~60s内将电压缓缓升至额定值,这样可保障着色均匀性。
12月23日
电解着色液的配制方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1189次
在着色槽中加入总体积l/5的去离子水,加入计算量的化学纯硫酸(在搅拌下缓慢加入);加入稳定剂并搅拌溶解,趁热加入硫酸亚锡和硼酸,搅拌至完全溶解,必要时加热到50℃~60℃促进溶解,但不得超过70℃,以防亚锡氧化。加入计算量的硫酸镍,搅拌至完全溶解,稀至总体积搅匀即可使用。
行业排行
热门文章