电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 硬质氧化 - 第1页
12月22日
硬质阳极氧化的注意事项
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1845次
(1)为防止电流集中引起局部过热导致零件烧伤,零件所有棱角要倒圆,半径不应小于0.5mm,不允许有毛刺。(2)零件表面应较光滑,因为硬度氧化后表面粗糙度会降低一级。(3)一般来说硬质氧化后零件增加的厚度为氧化膜厚度的50%左右,所以零件在机加工时应考虑氧化前后的尺寸公差。(4)硬质氧化时零件地承受很高的电压和电流,因此零件与夹具要保持良好的接解,以免烧伤零件。夹具要专门设计使用具有压紧螺钉或用螺栓连接板的夹具。(5)对只需局部硬质氧化的零件,不氧化部位应绝缘。将配好的绝缘胶涂在零件上,涂层要均匀,每涂一次烘干一次,共涂2次~4次。氧化后绝缘层用稀释剂洗去或用50℃~70℃热水浸泡剥离。绝缘胶用Q98—1硝基胶5份,Q04—3红色硝基磁漆l份,用X-1稀释剂搅匀。
12月22日
硬质氧化工艺操作方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 2550次
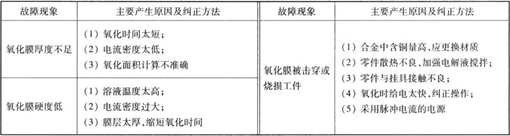
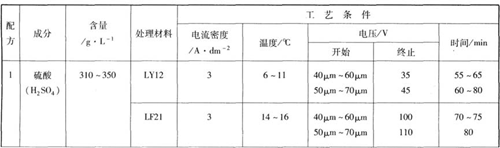
硬质阳极氧化常采用恒电流法。氧化开始电流密度为0.5A/dm2,在25min内分5次~8次逐步升高电流密度至2.5A/dm2~3A/dm2,然后保持电流恒定,并每5min用升高电压的方法调整电流密度,直至氧化终结。氧化过程中应经常注意电压与电流表,如有电流突然增加,电压突然下降现象,说明有些零件膜层已局部腐蚀溶解,这时应立即断电,检查和取出已破损的零件,其他零件再继续氧化,可一次给足电流。4.成分和工艺参数的影响(1)溶液浓度。用硫酸硬质氧化时一般采用10%~30%的浓度范围。浓度偏低时膜层硬度高,尤以纯铝更加明显。但含铜高的烧毁零件,故不适合低浓度氧化,必须采用3101g/L~350g/L的硫酸,用交直流叠加或脉冲电流氧化。(2)有机酸。在硫酸溶液中加人适量的有机酸如
行业排行
热门文章