电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 阳极 - 第1页
07月18日
电镀阳极简介
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1442次
阳极对于维持和保证正常的电沉积过程十分重要。虽然镀层并非沉积在阳极上,但阳极的正常溶解直接影响镀液的物料平衡,并使包括镀液的电流效率、分散能力等指标得以保持正常。一般镀液多采用溶解性的阳极,只有少数的镀液如镀铬等除外。这些镀液因为使用溶解性阳极时无法使镀液均衡,所以用不溶的阳极而采用添加镀液组分的方法来调整。比较理想的溶解性阳极应具有下述基本特性。1只有电流通过时才溶解,并且溶解均匀。因为溶解的量应与阴极的镀出量协调,所以不应浸入槽内便自发地产生化学溶解。溶解如果不均匀不仅浪费而且会起灰、掉块,从而污染槽液,并使镀件的电流分布受到影响。2表面不易钝化、不产生挂灰、容许的极限电流密度较高,而溶解时的电流效率不低。钝化
03月11日
阴极电泳涂装生产线上阳极如何配置及阳极有哪些类型
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1286次
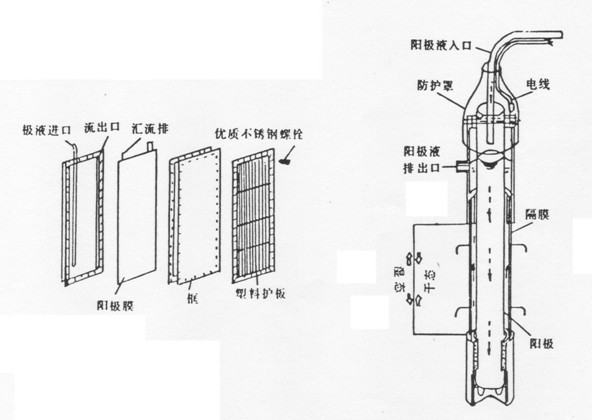
阴极电泳涂装生产线上阳极如何配置及阳极有哪些类型在阴极电泳涂装场合,阴极和阳极的面积之比为4:1.以汽车车身涂装线为例,可从下式计算阳极面积:阳极面积=(车身数/min×2min×表面积/车身)÷4全浸没时间长于2min的场合不要求加大阳极面积。阳极沿着槽壁布置,浸入槽液中的深度不得小于槽垂直壁的槽液深度40%,在全浸泳涂时间大于或等于3min场合,阳极从出槽口向前排,一般在入槽端靠近入槽车身部位不布置阳在泳涂汽车车身那样较大的被涂物场合,可在底部和顶部也可布设阳极,以使涂层厚度均匀在分段供电场合.为防止漆在电压较低的阳极和极罩上沉积,分段电极之间距至少要大于 一个极罩的间隙,如分段电压差超过75V,要留二个极罩的间隙,电压差超过100V,要留三个 极罩的间隙
行业排行
热门文章