电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 激光熔覆 - 第1页
激光熔覆的熔覆层性能影响的主要因素
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 2086次
激光熔覆的熔覆层性能影响的主要因素影响激光熔覆层性能的主要因素有:金属对激光吸收率;熔覆材料的特征、表面状态;稀释率;激光熔覆工艺参数等。(1)激光熔覆工艺参数激光熔覆工艺参数包括激光功率密度、光斑、扫描速度、送粉量等。1)激光功率密度。功率密度是指单位光斑面积内的功率大小。不同功率密度的激光作用于材料时会引起材料物态的不同变化,从而影响材料对激光的吸收率。功率密度较低时,金属吸收激光能量只引起材料表层温度的升高,但维持固相不变。随着温度的升高,吸收率将缓慢增加。当激光功率密度在104~106W/cm2范围内时,材料表层将发生熔化,这就是激光熔覆所需的功率密度。如果金属在熔化前其表面为理想的镜面,则伴随金属的熔化吸收率将会有明显的提高。但是,对于实际金属零件表面,或
激光熔覆的主要特点
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1987次
激光熔覆的主要特点1)激光束功率密度高(104~106)W/cm2,冷却速度快(104~106)℃/s。2)基材热影响区小。3)与等离子喷焊层比较,稀释率低,熔覆层晶粒度细,表面硬度高,耐磨性能好。4)可控性好,可实现三维自动加工,加工质量高。5)熔覆层与基体材料完全冶金结合。
激光熔覆与喷涂原理
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 4985次
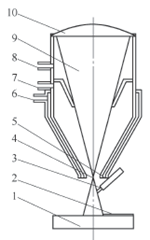
激光熔覆与喷涂原理激光熔覆是材料表面改性技术的一种重要方法,它是利用高能密度激光束将合金材料熔覆(喷涂)在基材表面上,得到具有与基体材料完全不同成分和性能的合金层。利用激光技术可以进行表面喷涂,同样可以进行表面熔覆。两者之间的区别在于:喷涂是利用激光束将涂层材料加热至熔融状态,再由压缩气体加速喷射沉积到基材表面形成涂层;激光熔覆是将涂层材料与基材表面完全熔化的快速凝固过程,熔覆层与基体材料表面形成完全冶金结合。但激光喷涂目前应用较少。激光喷涂原理简图1—基体2—涂层3—涂层材料4—激光束焦点5—压缩气体喷嘴6—压缩气体进口7—送粉气进口8—聚焦镜保护气9—激光束10—聚焦镜激光熔覆原理简图1—基体2—熔覆层3—激光束4—合
行业排行
热门文章