电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第552页
表面处理:手动工具打磨
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1442次

进行手工打磨是钢铁表面进行清理的较为古老的方式,它适用于那些不需要进行喷砂处理的小面积部位。手动工具清理是一种使用非动力工具处理钢板表面的一种方法,相应的处理标准有SSPCSP2和ISOSt2。手动工具清理除去所有松散的氧化皮,锈,油漆和其他有害的外来物质。这种方法不能除去粘附的氧化皮,锈和油漆。如果氧化皮,锈和油漆不能用钝刮刀铲起,则被认为是粘附的。如果有些检查人员使用锋利的刮刀,则被认为是不符合标准的常用的工具有砂纸、无纺砂盘、钢丝刷、气锤、凿子等。这些工具的选用取决于环境和具体使用部位。在涂装维修作业中,手动工具可以显出它的优点。它可以有针对性对锈蚀部位进行处理,除去锈蚀和缺陷涂层。手动工具的使用费用低廉,可以很好地完成涂层的维修处理,它可以在狭小部位施工
表面处理:SSPC/NACE
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1760次
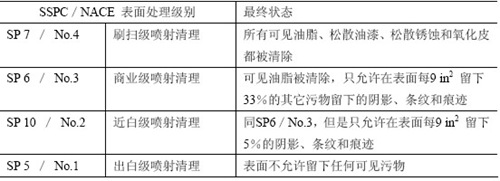
美国钢结构涂装协会SSPC(SteelStructurePaintingCouncil)和美国国家腐蚀工程师协会NACE(NationalAssociationofCorrosionEngineers)NACE和SSPC联合制订并颁布了新的表面处理标准SSPC/NACE,广泛应用于北美地区和世界各地。NACE并没有手工和动力工具除锈的标准。钢材的原始状态状态A:表面覆盖附着牢固的氧化皮,很少或没有锈蚀状态B:表面完全覆盖有氧化皮和锈蚀状态C:表面完全覆盖有锈蚀,很少或没有可见坑蚀状态D:表面完全覆盖锈蚀和可见坑蚀状态G:涂料系统(多道涂层)施工在氧化皮覆盖的钢板表面注:状态A到D说明了没有被涂漆的钢材表面,状态G
表面处理:ISO 8501
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1976次
ISO8501-1:1988用手工动力工具,例如用手工铲刀、钢丝刷、机动钢丝刷和打磨机械等工具进行的表面预处理,以字母“St”表示。手工和动力工具清理前,任何厚的锈层应予以铲除,可见的油脂和污垢也应予以清除。手工和动力清理后,表面应清除浮灰和碎屑。本标准不设预处理等级St1级,因为达到这个等级的表面不适于涂装。St2彻底的手工和动力工具除锈在不放大的情况下进行观察时,表面应无可见的油脂和污垢,并且几乎没有附着不牢的氧化皮,铁锈、油漆涂层和异杂物。参见照片BSt2、CSt2和DSt2。St3非常彻底的手工和动力工具除锈同St2,但表面处理要彻底得多,表面应具有金属底材的光泽。参见照片BSt3、CSt3和DSt3。以喷射清理方式进行
表面处理:钢材的原始锈蚀程度
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1466次

ISO8501-1:1988,将未涂装过的钢材表面原始程度按氧化皮覆盖程度和锈蚀程度分为四个等级,分别以A、B、C、D表示,并有相应的照片对照。A大面积覆盖粘着的氧化皮,而几乎没有铁锈的钢材表面 B已开始锈蚀,且氧化皮已经开始剥落的钢材表面 C氧化皮已因为锈蚀而剥落或者可以刮除,但在正常视力观察下仅见到少量点蚀的钢材表面 D氧化皮已因锈蚀而剥离,在正常视力观察下,已可见普遍发生点蚀的钢材表面
表面处理:标准概述
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1668次
在判断表面处理的程度时,我们要引用很多的标准。在实际工作中经常会遇到的表面处理标准主要有: (1)GB8923-88GB8923-88是我国的国家标准,等效采用于ISO8501-1:1988。(2)ISO8501:1988ISO8501则是现在普遍采用的国际标准,它建立于瑞典标准SIS055900的基础之上,并且取代之,标准中的照片和定义、描述得到了最大程度的保留。(3)SIS055900:1967瑞典标准SIS0559001967,该标准最早由瑞典腐蚀研究所、美国测试和材料协会(ASTM)和钢结构涂装协会(SSPC)联合制定,是表面处理中影响最大的标准。现在已经与ISO8501相合并。(4)S
表面处理的对象
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1217次
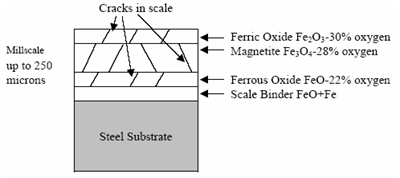
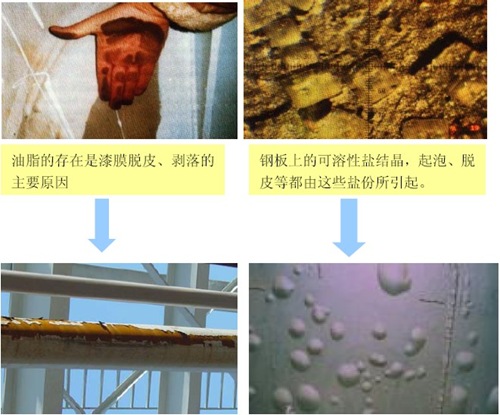
根据不同的处理对象,所采取的方法也有区别。(1)氧化皮氧化皮似乎保护着钢材,实则上并不可信任。它的表层为化学性质较稳定的Fe2O3,中层是Fe3O4,紧帖金属的为FeO,在水和氧的作用下,很容易生成氢氧化物。加上外界温度的变化,机械作用等,氧化皮会很快剥落。各种氧化皮相对裸钢而言是阴极。腐蚀发生在阳极表面上,钢板遭受腐蚀。除去氧化皮最好的方法是喷砂处理。(2)铁锈铁锈是松散物质,往往截留了湿气,氧气,锈蚀产物还经常含有可溶性盐。可以采用打磨,喷砂等方法除去铁锈。(3)可溶性盐硫酸铁、氯化亚铁等可溶性盐不仅直接破坏着涂层,引起渗压起泡,附着力差等,它还是一种催化剂,会加剧腐蚀。除去可溶性盐的最好方法进行高压淡水冲洗,表面不平以及有缝隙的旧漆膜
表面处理的目的
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1454次
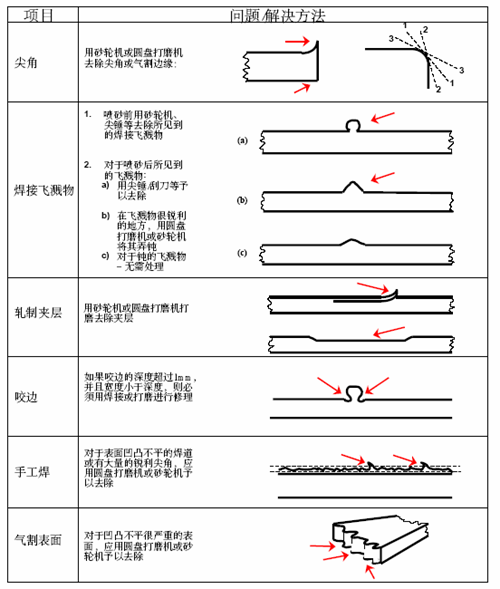
实际经验表明,大部分的涂层缺陷都是来自于不良的表面处理。任何涂料在处理不良的表面上都无法发挥其最佳性能。在锈蚀、油污表面涂漆,无论是时间上还是金钱上,都是极大的浪费。高等级的表面处理质量将会延长涂料的寿命。表面处理包含以下三个目的:(1)结构处理:对于底材本身必须进行一定的处理,如锐边的打磨倒角的磨圆,飞溅的去除,焊孔的补焊及磨平。(2)表面清理:除去表面上对涂料有损害的物质,特别是氧化皮,铁锈,可溶性盐,油脂,水分等。(3)表面粗糙度:表面粗糙度增大了对涂层接触表面,并有机械吻合作用,提高了涂层对底材附着力。粗糙度不能过大,否则在波峰处往往引起厚度不足,引起早期点蚀。
不锈钢前处理注意事项
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1328次
关于不锈钢前处理注意事项---把能抵抗酸、碱、盐及其它化学药品腐蚀作用的合金钢统称为不锈钢。---不锈钢的主要化学成分是铁铬合金,铬使钢的耐腐蚀能力大为提高。在铬钢中加入镍、钼、钛、锰等其它金属时,可进一步改善其耐腐蚀性和工艺加工性能。不锈钢中铬的含量一般在12%以上。常见的不锈钢品种有两大类:一类是含铬在12%的铬不锈钢;另一类是含铬为16%-20%,含镍为8%-14%的铬镍不锈钢。后一类不锈钢耐腐蚀性能更好,机械加工性能也较优良,在化工设备制造领域用途很广。---铬镍不锈钢的典型代表是含铬18%,含镍8%的不锈钢,俗称18-8铬镍钢。但即使这种有优良耐腐蚀性的不锈钢也不是对所有化学药品都有抵抗能力。18-8铬镍钢和含铬量在11.5%-18%的不锈钢(马氏体钢)和含铬量在11.5%-27
磷化液的组成分析
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1421次
磷化液的组成分析:◆磷化液主要含有:游离磷酸、一代金属磷酸盐和加速剂。磷化液中的酸性组分通常只含有游离磷酸,但有时也加入其他无机酸或有机酸以改善浸蚀金属的条件。一代金属磷酸盐主要有铁盐、锌盐、锰盐、铬盐等。一般来说,钢铁磷化处理用磷酸盐的选择遵循以下原则:漆前磷化可选用锌或碱金属磷酸盐;防锈磷化可选用锌、锰或铁的磷酸盐;冷变形加工前磷化主要选用锌磷酸盐;抗磨损磷化也选用锰磷酸盐;铝及其合金的磷化处理选用铬或锌的磷酸盐;锌及其合金的磷化处理主要选用锌磷酸盐。--◆磷化膜加速剂主要有:1、氧化性加速剂:氯酸盐、硝酸盐、亚硝酸盐、过氧化氢、溴酸盐、碘酸盐、有机硝基化合物等;2、还原性加速剂:亚硫酸盐、连二亚硫酸盐、甲醛、苯甲醛、羟胺等;3、重金属盐加速剂,最常用的是铜和镍的盐类,其次是钼、钴
常用钝化剂及钝化条件?
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1613次
化学清洗过程中,为了保证清洗表面被清洗液很好地润滑,提高清洗效率,通常在清洗液中加入表面活性剂,如OP类非离子型表面活化剂等。同时,为了保护设备不被腐蚀或减少腐蚀,必须加入适当的缓蚀剂。清洗完毕后,为了防止余液对设备的进一步腐蚀,应当用碱中和,然后再水洗,最后进行钝化处理。常用的钝化剂及钝化条件见下表:常用钝化剂及钝化条件序号钝化液组成,%钝化条件1NaH2PO4 0.25 Na2HPO4 0.25NaNO2 0.5水余量65℃ &n
行业排行
热门文章