电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » » 前处理工艺 前处理设备 - 第1页
磷化处理的生产现场管理方法
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1464次
磷化处理的生产现场管理方法磷化处理的管理是保证磷化质量的必要措施,涉及以下各个主要环节*磷化用的各种原材料的质量检验,磷化处理液的配制及其成份测定,如总酸度、游离酸度、含铁量、含锌量及其他离子含量的测定。尤其是磷化过程中处理液的定期检査和成份测定。还有磷化工件清洗质量的检査,防止将酸液带入磷化槽,以及磷化膜的各项质量检测。如果磷化过程的管理不善,虽然磷化处理液的配制、调试都好,往往磷化质量还是不稳定,是十分值得重视的。磷化膜质量的检验磷化膜质量的检验包外观检查、耐蚀性检查、厚度和重量检查,以及磷化膜上涂底漆后涂层性能检查。外观检査用肉眼观察制件上磷化膜,应为连续、均匀和致密的晶体结构。呈灰色或灰黑色,不应有沉淀物时着于表面,亦不应留有未磷化的残余空白或锈迹。但由于前处理方法和效果不同,允许
涂装生产磷化处理的调试
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1369次
磷化处理的调试与质量管理的技术要求高,要有相当实际经验的工艺人员参加调试、分析,直至确定工艺参激范围,建立管理制度,稳定质量,磷化处理的调试方法磷化过程的调试主是磷化处理液的调试及其稳定性控制,其中包括测定和调试总酸度和游离酸度,并控制适宜酸比,调试磷化温度和调试添加促进剂。①总酸度和游离酸度的调试总酸度是磷化处理液中的磷酸二氢盐和各种盐类水解后所产生的酸度。总酸度保持稍高,可提高磷化膜的沉积速度,得到的磷化膜细致、均匀,可使磷化处理液在稍低温度下进行礴化处理。但是,总酸度过髙,磷化膜表面易生成粉状物。游离酸度是磷化处理液中的磷酸二氢盐水解后,产生游离磷酸的浓度。浓度过高,成膜时间延长,生成的磷化膜疏松多孔、泛黄,有时处理液内有气泡产生。过低,磷化膜易成粉状,在工件表面粘附不牢,处理液内沉淀
磷化处理方法有哪些
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1717次
磷化处理方法有哪些常用的磷化处理方法有浸入法、喷淋法和涂則法。浸入法是将工件浸渍在磷化槽中,使磷化处理液在与钢铁工件表面形成磷化膜。处理时,要求将磷化处理液加热到规定的温度。磷化处理时间较长。除需要传送装罝以外,还需要将工件在磷化槽内移动和进出磷化槽的起重传送装置。浸入法磷化的主要设备足带加热装置的磷化槽。加热装置要求耐腐蚀。喷淋法是利用泵将磷化处理液压送经唢嘴喷射到工件表面,借助于磷化处理液的机械冲击于工件,使磷化处理液在工件表面与之反应形成磷化膜。磷化时间较短,生产效率高。-喷淋法磷化的主要设备是带加热装置的磷化喷淋机,结构比浸入式复杂。涂刷法磷化是将磷化处理液制备成糊状,以手工刷涂在工件表面,反应而形成磷化膜。操作灵活,适应性强,不需要专用磷化设备,特别适用于小批生产的大工件。磷化底漆
磷化有哪些分类
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1767次
磷化是提高涂装质量极为有效的工艺。磷化膜是不溶性的非金厲薄膜。经磷化后,工件的尺寸改变极小,对制件底材原有的抗拉强度、延伸率、弹性等机械性能均无影响。磷化膜虽然在大气中有一定的抗蚀能力,但不宜久存,应及时涂漆。磷化的分类磷化有几种方法,各有其特点。按磷化溶液分类有磷酸锌型和磷酸锰型,前者的主要组份是磷酸二氢锌,后者主要是磷酸锰铁盐。磷酸锌型大多用在轻工产品上。在磷化处理中,基本的方法有浸入法和喷淋法。大型工件也可应用刷涂法。喷淋法能提商磷化膜的质量。现在国内涂装工作中大多数是用浸入法磷化。按照磷化处理温度来区分,有高温磷化,为90〜98摄氏度。由于耗能大,磷化沉积物多,形成磷化膜厚,已较少应用。中温磷化是在50〜70摄氏度,处理时间约为5〜15分钟。还有低温磷化,仅需30〜
清洗除油时清洗液的选择
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1364次
清洗除油时清洗液的选择在各项表面处理工艺中,在国外由于材料的供应、贮存和运输方面的改进,除锈往往已不需要,在成批生产中一般不作除锈。而淸洗除油的工作很重,成为一项重要工艺环节。清洗除油淸洗除油是一个复杂的表面化学物理现象,包括清洗液的选择和淸洗方法釆用两个方面。清洗液的选择清洗液的评价指标主要是:清洗力,工艺性,稳定性和缓蚀性,以及易于配制,使用安全和成本低廉。常用的濟洗液有,水剂清洗液、碱液、溶剂汽油、航空汽油、煤油、柴油、酒精、二甲苯、三氯乙烯、二氯乙烷和三氯三氟乙烷等。工程中传统沿用的淸洗液为汽油和醎液,但现正在越来越多的场合为水剂淸洗液所取代,若以除油效率高和使用安全评价,则应首推三氯三氟乙烷。水剂淸洗液是以清洗剂为主要清洗作用的水溶液。清洗剂占4%以下,其余为水
涂装前表面预处理的必要性
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1488次
涂装前表面预处理的必要性涂料必须经过涂装后,在产品表面上形成连续漆膜,才能对产品起装饰和保护作用。涂料本身只能作为半成品,工件在涂装之前,表面上往往带有氧化皮、铁锈.焊渣、尘土和油脂等污物。这些污物若不加淸除就涂漆,则漆漠并不直接附着于物面上,影响了漆膜的附着力,并且铁锈在漆谟下还将继续发展,这都会影响漆膜的使用寿命。因此涂漆前必须对工件进行表面预处理。为了获得附着优良的漆膜,以加强保护,延长使用寿命,除了去除工件表面的污物外,还应对表面进行化学转化处理,形成转化膜层,使附着力和耐蚀性能大幅度提髙。表面处理的内容,包括彻底去除金属表面的异物,正确采用化学转化土艺,使漆膜的装饰和保护作用达到最佳的水平。表面处理是涂料施工过程中的基础环节。工锊表面涂层防护性能的好坏,在很
喷砂除锈技术知识详细介绍
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1934次

今天小编为大家分享的是关于喷砂除锈技术知识详细介绍的文章,一起来看看吧。【喷砂除锈常识】喷砂除锈是采用压缩空气为动力,以形成高速喷射束将喷料(铜矿砂、石英砂、金刚砂、铁砂、海南砂)高速喷射到需要处理的工件表面,使工件表面的外表面的外表或形状发生变化,由于磨料对工件表面的冲击和切削作用,使工件的表面获得一定的清洁度和不同的粗糙度,使工件表面的机械性能得到改善,因此提高了工件的抗疲劳性,增加了它和涂层之间的附着力,延长了涂膜的耐久性,也有利于涂料的流平和装饰。【喷砂应用范围】1、工件涂镀、工件粘接前处理喷砂能把工件表面的锈皮等一切污物清除,并在工件表面建立起十分重要的基础图式(即通常所谓的毛面),而且可以通过调换不同粒度的磨料,比如飞展磨料磨具的磨料达到不同程度的粗糙度,大大提高工件与涂料、镀料
前处理设备管理和保养
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1646次
前处理设备管理和保养前处理设备在运行中应进行日常维护和定期保养,维护内容和保养频率见表3-5和表3-6。表3-5前处理设备日常维护检查项目项目标准备注各工序金属网(滤网)正常喷嘴、喷淋管正常压力给定值温度给定值喷淋的喷射情况给定值泵、电机正常槽内液面给定值加热装置供热正常热交换器人口温度给定值记录调整循环系统压力给定值清扫加热油水分离器温度正常记录调整循环液量给定值调整排出油量正常记录除渣装置循环液量给定值调整循环回来液的清澈程度正常清扫残渣排
涂装前处理工艺管理
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1980次
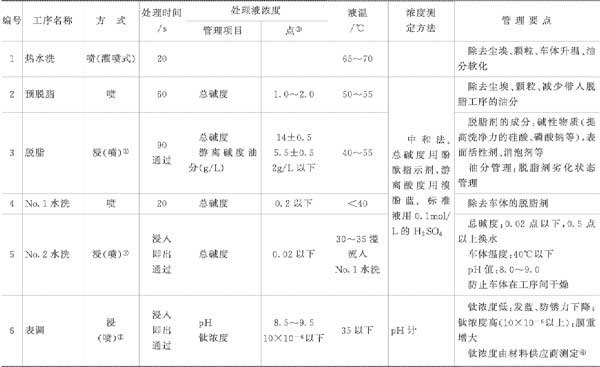
涂装前处理工艺管理(一) 前处理的管理前处理的目的是在被涂物金属面上形成致密的磷化膜。使1〜3g/m2的磷化膜与阴极电泳涂装配套后保护金属面10年以上不生镑成为可能。前处理是微型的化学处理,要得到优质稳定的质量,必须要有高自动化、智能化、优质的设备和科学的工艺管理。(二) 影响前处理的主要因素1.生产台数的变动前处理(特别是磷化处理)的化学反应生成结晶膜,因而要根据处理面积设定药品浓度。随处理面积变动槽内的药品浓度产生变化,超出设定范围的场合就会处理不良。2•油量的变动为冲压成形和除去钢板表面的尘埃、颗粒使用洗净油(拉延油兼用)的油量变动、品种的变更,而影响脱脂能力的变化。3.锌钢板和铝材的变动
电泳涂装生产线中钝化工序的功能及其控制要点
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1831次
电泳涂装生产线中钝化工序的功能及其控制要点磷化后进行钝化处理能改善磷化膜与电泳涂膜的配套性,进一步提高磷化膜(尤其是P比低的磷化膜和镀锌板上的磷化膜)的耐蚀性(约能提高10%左右)。一般采用六价铬钝化,浓度铬酐0.1〜2g/L,常温处理0.5〜lmin。欧美汽车厂仍坚持要铬钝化(最近开发采用了无铬钝化剂),基于六价铬剧毒,涂装公害严重,日本、韩国则在提髙磷化膜P比的基础上已取消了钝化工序。结合我国国情普通钢板在采用三元低锌磷化液进行磷化后可不进行钝化处理。在采用髙锌磷化液或镀锌钢板磷化后进行钝化处理,以提髙与电泳涂装的配套性和涂层的耐蚀性、附着力。
行业排行
热门文章