电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第577页
大气等离子喷涂涂层和工艺技术特点
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1566次
大气等离子喷涂涂层和工艺技术特点(1)涂层结构特性等离子喷涂涂层组织细密,氧化物含量和孔隙率较低,如氧化铬涂层孔隙率可控制到3%以下。涂层与基体间的结合以及涂层粒子间的结合形式除以机械结合为主外,还可以产生微区冶金结合和物理结合,涂层结合强度较高,最高可达50MPa。(2)工艺技术特点等离子喷涂相较其他喷涂方法有其特点:1)喷涂材料范围广泛,从低熔点的铝合金到高熔点的氧化锆都可以喷涂。2)涂层结合强度高、孔隙率低、氧化物夹杂少。3)设备控制精度高,可以制备精细涂层。
大气等离子喷涂设备构成
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1971次
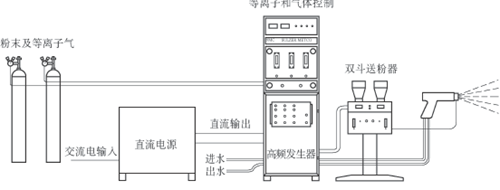
大气等离子喷涂设备构成我国目前使用的等离子喷涂设备分为进口和国产两类,进口的主要源自国外两大公司的产品,一是SulzerMetco公司,如Metco7M和SulzerMetco9M等;二是Praxair公司,代表产品有3620、4500和5500等。国产设备主要是仿制品,大多是仿制Metco7M和SulzerMetco9M。下面主要参照SulzerMetco9M设备,介绍其构成。SulzerMetco9M等离子喷涂设备由喷枪、整流电源、控制系统、热交换系统、送粉器、水电转接箱六部分构成,如图227所示。辅助设备包括:压缩气体供给系统、工作用气(氩、氢、氮)供给系统等。(1)喷枪等离子喷枪是集水、电、气、粉于一体的等离子电弧发生器,是整套系统的关键,喷枪的设计和加工质量直接
大气等离子喷涂原理
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 2003次
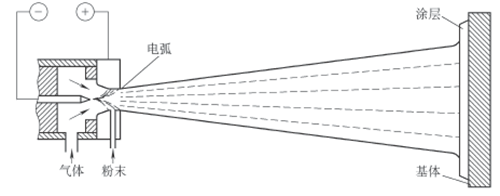
等离子喷涂等离子喷涂是采用非转移型等离子弧为热源,喷涂材料为粉末的热喷涂方法。近十几年来等离子喷涂技术发展很快,目前已开发出大气等离子喷涂、可控气氛等离子喷涂、溶液等离子喷涂等喷涂技术,等离子喷涂已成为热喷涂技术中最重要的一项工艺方法。大气等离子喷涂原理大气等离子喷涂简称等离子喷涂。等离子喷涂通过等离子喷枪来实现,喷枪的喷嘴(阳极)和电极(阴极)分别接电源的正、负极,喷嘴和电极之间通入工作气体,借助高频火花引燃电弧。电弧将气体加热并使之电离,产生等离子弧,气体热膨胀由喷嘴喷出高速等离子射流。送粉气将粉末从喷嘴内(内送粉)或外(外送粉)送入等离子射流中,被加热到熔融或半熔融状态,并被等离子射流加速,以一定速度喷射到经预处理的基体表面形成涂层。常用的等离子气体有氩气、氢气
高速电弧喷涂涂层质量
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1380次
高速电弧喷涂涂层质量影响高速电弧喷涂涂层质量的主要因素有表面预处理质量、喷涂工艺规范、压缩空气压力、雾化气体流速、流量和喷枪结构等。(1)压缩空气压力、流量与质量对高速电弧喷涂而言,压缩空气压力越高,高速射流区间越大,常用压缩空气压力一般不低于05MPa;雾化气流量的增加,雾化效果明显加强,雾化颗粒越细,但确定雾化气流的大小,必须与喷枪喷嘴直径、空气压缩机流量相匹配;压缩空气质量越好(含油分、水分、杂质越少),对涂层质量越有利。随着压缩空气压力、流量的增加,涂层越致密,结合强度越高,表面粗糙度值越低,越光滑。(2)喷涂工艺规范电弧喷涂工艺规范参数对雾化粒子的温度和雾化效果有较大的影响,主要参数有电弧电压、喷涂电流、送丝速度、喷涂距离。1)电弧电压、喷涂电流。当喷涂电
电弧喷涂的主要工艺参数
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1738次
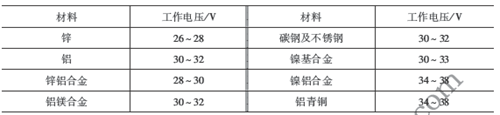
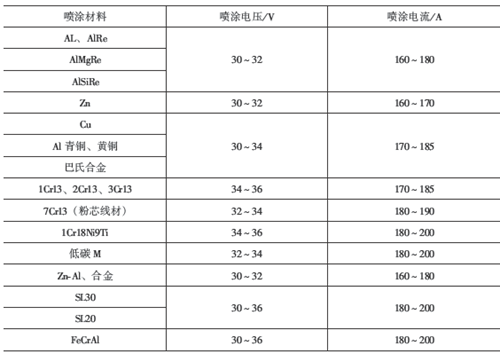
电弧喷涂的主要工艺参数电弧喷涂的主要工艺参数有:喷涂电压、喷涂电流、雾化空气压力和喷涂距离1喷涂电压喷涂电压是指两金属丝尖端之间的电弧电压,它反映了丝材尖端间隙的大小,有效地控制电弧电压可以保持雾化区几何形状的稳定。每种材料都对应有自己维持电弧稳定燃烧的最低电弧电压值。喷涂电压越低,熔化了的粒子尺寸就越小。但是,如果电弧电压低于材料的临界最低电弧电压,电弧就不能稳定地燃烧。当喷涂电压高于临界电弧电压时,随着电压的提高,丝材尖端的间距、喷涂射流角度和喷涂粒子的颗粒尺寸范围都随之增大。同时被喷涂材料的元素烧损程度也增大,尤其是那些容易与氧化合的元素,其烧损更为严重。随着喷涂电压的提高,沉积效率逐步降低。可见,电弧电压对喷涂质量影响很大,在保证电弧稳
高速电弧喷涂
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1365次
高速电弧喷涂传统电弧喷涂技术由于喷涂粒子速度低,涂层受到较严重的氧化,使电弧喷涂涂层质量和应用受到一定限制。研究表明,影响电弧喷涂涂层质量的主要工艺参数除电弧电压、电弧、电流、送丝速度外,压缩空气的流速、质量也是影响涂层质量的关键因素之一。高速电弧喷涂技术就是采用高压气流或燃料燃烧所产生的高速射流雾化喷涂材料熔滴,提高电弧稳定性,使喷涂粒子显著加速,减少粒子与空气的接触时间,达到减少涂层氧化,显著提高涂层质量的目的。1高速电弧喷涂原理高速电弧喷涂原理与传统电弧喷涂完全相同,其主要区别在于提高雾化气压力和流速。通常采用拉瓦尔喷管来实现雾化空气的加速,或利用液体燃料燃烧产生的高速火焰焰流作为熔滴雾化气流,从而实现喷涂粒子的加速。资料表明,高速电弧喷涂在距喷
电弧喷涂5大技术特点
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1856次
电弧喷涂技术特点1生产效率高电弧喷涂的生产效率与电弧电流成正比,当喷涂电流为300A时,喷涂不锈钢丝可达14kg/h,喷涂铝丝为8kg/h。这大约相当于火焰喷丝枪生产效率的3~4倍。2涂层结合强度高电弧喷涂时,电弧温度高达5000K,使得熔融粒子温度高,变形量大,可获得较高的结合强度及涂层自身强度。3元素烧损较为严重由于电弧喷涂温度高,由电能转化的热能除了熔化送进的丝材外,仍有大量过剩,过剩的热能导致丝材在喷涂过程中过热,发生氧化和蒸发,形成烟尘而损失掉。4能源利用率高电弧喷涂时,电弧直接作用于金属丝的端部用来熔化金属,能源利用率可达90%,是各种喷涂方法中能源利用率最高的。5操作简单,维护方便电弧喷涂设
电弧喷涂的电弧喷涂设备
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1703次
电弧喷涂设备电弧喷涂设备主要由喷枪、喷涂电源、控制箱、送丝机构等构成。目前大多数设备都将控制箱与喷涂电源合并在一起。 电弧喷涂设备构成示意图1喷涂电源(1)电源特性要求目前电弧喷涂大多采用外特性和动特性适于电弧喷涂特点的专用电源,即电源外特性是平特性或略带上升的外特性,而动特性有足够大的电流上升速率,,平直或略带上升的外特性比陡降外特性有大得多的电流自调节性能。当弧长变小时,电流能迅速增大,加速金属丝的熔化而恢复弧长;当弧长变大时,电流又能迅速减小,减少金属丝的熔化速度而恢复弧长。由于不同金属材料要求的最低喷涂电压不同,要求喷涂电源的输出能在一定范围内调节。一般,喷涂电源的空载电压调节范围是24~38V。(2)电源构成喷涂电源的主
电弧喷涂的喷涂原理
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 2359次
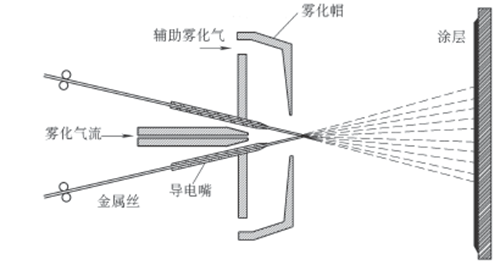
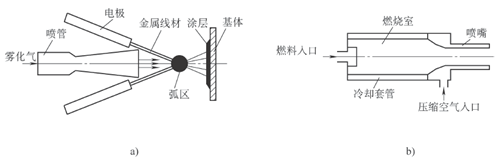
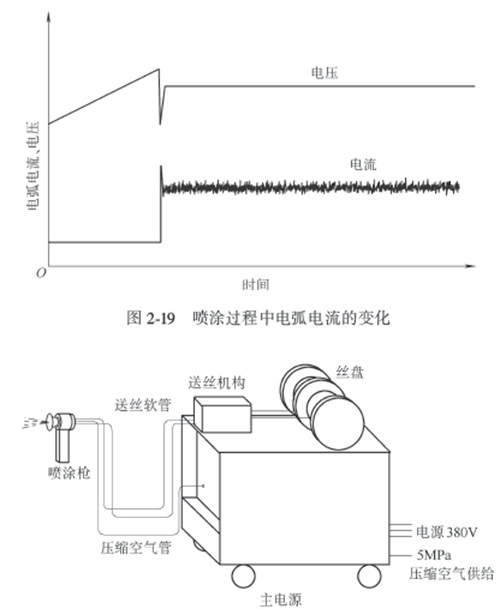
电弧喷涂电弧喷涂是利用两根连续送进的金属丝之间产生的电弧作热源来熔化金属,用压缩空气把熔化的金属雾化,并对雾化的金属细滴加速使之喷向工件形成涂层的技术。喷涂原理端部呈一定角度(30°~50°)的两根连续送进的金属丝,分别接直流电源(18~40V)的正负极,在金属丝端部短接的瞬间,产生电弧。电弧使金属丝熔化,在电弧点的后方由喷嘴喷射出的高速空气流使熔化的金属雾化成颗粒,并在高速气流的加速下喷射到工件的表面。电弧喷涂原理图在电弧和雾化气流的作用下,两金属丝的端部频繁地进行着金属熔化—熔化金属脱离—熔滴雾化成微粒的过程。在每一过程中,极间距离频繁地发生变化,在电源电压保持恒定时,由于电流的自调节特性,电弧电流跟随发生频繁地波动,自动维持金属丝的熔化速度,
ACHVAF喷涂工艺
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1460次
ACHVAF喷涂工艺继HVOF之后,美国和日本又相继研究出了燃气与空气混合燃烧的高速火焰喷涂系统,简称为HVAF,目的是进一步降低喷涂过程中粉末材料的氧化以及氧气的消耗。但当时的HVAF系统因粉末沉积率低以及存在安全方面的隐患而并未收到预期的效果。2001年在前苏联科学研究成果的基础上,美国TSR(UniqueCoat)公司研制成功ACHVAF高速火焰喷涂系统,使HVAF喷涂技术以全新的面貌显示出其独特的涂层和工艺特点。1ACHVAF喷涂工艺原理该工艺与HVOF喷涂原理类似,是利用气态燃料和空气燃烧形成的超声速气流的能量来加速和加热被喷涂材料。与传统的HVOF相比较,ACHVAF工艺焰流速度高,但温度较低,被喷涂粒子速度高达700~800m/s,而粒子温度
行业排行
热门文章