电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第581页
爆炸喷涂工艺
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1544次
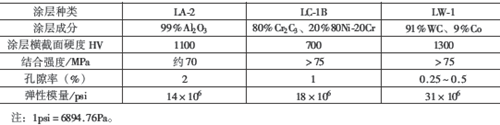
爆炸喷涂工艺爆炸喷涂可以获得优异的涂层,喷涂涂层以后零部件的性能有显著的提高。有资料显示,飞机发动机和其他机械的关键零部件的修复和磨损问题,必须采用爆炸喷涂技术才能解决,为此美国Praxair公司在全球建立了十几个爆炸喷涂中心,在美国本土还有15个爆炸喷涂维修中心,可见爆炸喷涂具有非常大的市场潜力。目前在亚洲,在新加坡建立了一个喷涂中心,日本建立了三个喷涂中心。日本的子公司将爆炸喷涂技术仅应用到冶金行业,每年就产生几千万美元的经济效益。由于该工艺获得的涂层非常优越,因此从发明该设备至今,尽管联合碳化物公司已经解体,但爆炸喷涂工艺涂层制备技术仍然没有公开,爆炸喷涂设备也从不向其他国家和公司出售。在20世纪60年代,前苏联也独立地研究出了具有独立知识产权的爆炸喷涂设备。1983年北
低浓度铬酐镀铬工艺
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1303次
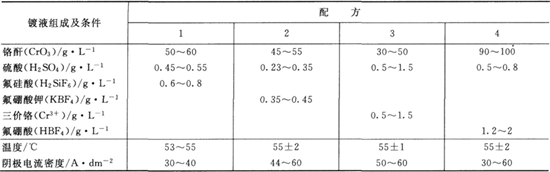
低浓度铬酐镀铬工艺是指镀铬液中铬酐含量在30~60g/L的镀铬工艺,铬酐使用量只有普通标准镀铬工艺的l/5~1/8,既减轻了铬酐对环境的污染,又节约了大量的原材料。低浓度铬酐镀铬工艺组成及操作条件采用低铬酐镀铬工艺可以获得装饰性铬镀层和硬铬镀层,其光泽性、硬度、结合力以及裂纹等方面,均能满足质量要求。但有时镀层表面会出现黄膜或彩色膜,可在5%的硫酸溶液中除去,然后在碱性溶液中清洗。低铬酐镀铬液的分散能力比常规镀铬电解液好,但深镀能力比较差,这给形状复杂的零件带来了一定困难。同时,电导率下降,槽电压升高,因而能耗高,镀液升温快。低铬酐镀铬的阴极电流效率达到l8%~20%。由于上述原因,使得低铬酐镀铬工艺受到一定的限制,目前的研究方向集中在寻求新的催化剂,以改善镀液性
镀乳白铬
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1651次
乳白铬一般厚度在30~60μm,抗蚀性能良好,但硬度较低,光泽性差。镀乳白铬的工艺、镀前准备和镀后处理,基本与镀硬铬相同。其主要的不同点是:要求温度较高(65~75℃),阴极电流密度较低(25~30A/dm2)。
镀黑铬
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1871次
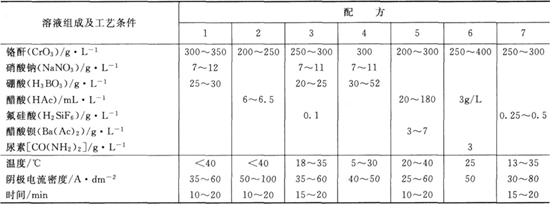
黑铬镀层在色他化学和电化学方法获得的黑色覆盖层优越,因此在航空、汽车、仪器仪表等需要消光的装饰性镀层以及太阳能吸收层方面获得广泛应用。黑铬镀层的黑色是由镀层的物理结构所《致,它不是纯金属铬,而是铬和三氧化二铬的水合物组成,呈树枝状结构,金属铬以微粒形式弥散在铬的氧化物中,形成吸光中心,使镀层呈黑色。通常镀层中铬的氧化物含量越高,黑色越深。黑铬镀层的耐蚀性优于普通镀铬层。黑铬镀层硬度虽只有130~350HV,但耐磨性与普通镀铬层相当。黑铬镀层的热稳定性高,加热到480℃,外观无明显变化,与底层的结合力良好。电镀黑铬溶液的组成及工艺铬酐是镀液中的主要成分,其含量在150~400g/L范围内均可获得黑铬镀层。铬酐浓度低,镀液分散能力差;浓度高,虽然镀液的分散能力有所改善,但镀层
镀松孔铬
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1491次
松孔铬镀层是具有一定疏密程度和深度网状沟纹的硬铬镀层,具有很好的储油能力。工作时,沟纹内储存的润滑油被挤出,溢流在工件表面上,由于毛细管作用,润滑油还可以沿着沟纹渗到整个工件表面,从而改善整个工件表面的润滑性能,降低摩擦系数,提高抗磨损性能。获得松孔铬的方法有机械、化学或电化学法。①机械法在欲镀铬零件表面用滚压工具将基体表面压成圆锥形或角锥形的小坑或相应地车削成沟槽,然后镀铬、研磨。此法简单,易于控制,但对润滑油的吸附性能不太理想。②化学法利用镀铬层原有裂纹边缘具有较高活性的特点,在稀盐酸或热的稀硫酸中浸蚀,裂纹边缘处的铬优先溶解,从而使裂纹加深加宽,达到松孔的目的。此法铬的损耗量大,溶解不均匀,质量不易控制。③电化学法在镀硬铬后,经除氢、研磨后,再在碱液、铬
镀硬铬
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1942次

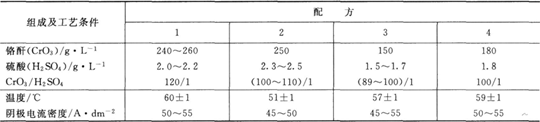
硬铬又称耐磨铬,硬铬镀层不仅要有一定的光泽,而且要求底层的硬度高、耐磨性好并与基体结合牢固。镀层厚度应根据使用场合不同而异。在机械载荷较轻和一般性防护时,厚度为l0~20μm;在滑动载荷且压力不太大时,厚度为20~25μm;在机械应力较大和抗强腐蚀作用时,厚度高达l50~300μm;修复零件尺寸厚度可达800~1000μm。耐磨镀铬一般采用铬酐浓度较低(Cr03150~200g/L)的镀液,有的工厂也采用标准镀铬液。工艺条件上宜采用较低温度和较高的阴极电流密度,应视零件的使用条件和对铬层的要求而定。表4—29列出了获得最大硬度镀铬层的适宜温度和电流密度关系。生产上一般采用温度为50~60℃(常用55℃)和25~75A/dm2(多数为50A/dm2)的阴极电流密度。工艺条件一经确
滚镀铬
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1649次
需要镀铬的细小零件,如采用通常的挂镀,不仅效率低,而且镀件上常留下夹具的痕迹,不能保证镀层的质量。滚镀铬多用于体积小、数量多、又难以悬挂零件的装饰性多层电镀,如铜/光亮镍/铬或光亮低锡青铜/铬。此法可提高生产效率、降低成本。但它只适用于形状简单、具有一定自重的镀件;不适用于扁平片状、自重小以及外观要求较高的零件电镀。滚镀铬时应注意的事项如下:①滚镀铬溶液用蒸馏水或去离子水配制,注意清洁,严防杂质带入,特别注意不要带人Cl一;②硫酸根应控制适宜,不易过高,以免零件表面发黄或镀不上铬,过量的硫酸可用碳酸钡除去;’③氟硅酸对镀层有活化作用,并能扩大光亮范围,不可缺少,也不宜过量;④带电入槽,开始使用冲击电流,约l~2min即可;⑤零件装入滚桶前,必须将桶内
防护装饰性电镀注意事项
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1157次
①较大零件人槽前要通过热水冲洗预热,切勿在镀液中预热,否则会腐蚀高亮度的底层表面。②小零件需采用滚镀铬工艺,滚镀铬镀液中应加入氟硅酸,防止零件滚镀时瞬间不接触导电而致表面钝化。③零件带电入槽,对于复杂零件采用冲击电流,或增大阴、阳极距离。④每一电镀层都要抛光,提高光洁程度,减少孔隙,防蚀。⑤在镍上镀铬时,如镍钝化,可用酸浸法活化,然后镀铬。活化方法为:在30%~50%(体积分数)的盐酸中浸30~60s;在20%(体积分数)的硫酸中浸蚀约5min;在5%(体积分数)的硫酸中阴极处理l5s左右,再镀铬,就可得到结合力良好的镀铬层。⑥电源宜采用全波整流。⑦采用高浓度铬酐镀液时,可安装回收槽以节约铬酐,降低成本,减少废水处理量。
高耐蚀装饰性镀铬
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1120次
高耐蚀装饰性镀铬是采用特殊工艺改变镀铬层的结构,从而提高镀层的耐蚀性,该镀层适用于室外条件要求苛刻的场合。在防护装饰性镀铬体系中,多层镍的应用显著提高了镀层的耐蚀性,研究发现,镍、铬层的耐蚀性不仅与镍层的性质及厚度有关,同时在很大程度上还取决于铬层的结构特征。从标准镀铬溶液中得到的普通防护装饰性镀铬层虽只有0.25~0.5μm,但镀层的内应力很大,.使镀层出现不均匀的粗裂纹。在腐蚀介质中铬镀层是阴极,裂纹处的底层是阳极,因此,遭受腐蚀的总是裂纹处的底层或基体金属。由于裂纹处暴露出的底层金属面积与镀铬层面积相比很小,因而腐蚀电流密度很大,腐蚀速度很快,而且腐蚀一直向纵深发展。由于裂纹不可避免,如果改变微裂纹的结构,使腐蚀分散,那么就可减缓腐蚀。在此构思下,20世纪60年代中期开发出了
一般防护装饰性镀铬
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1289次
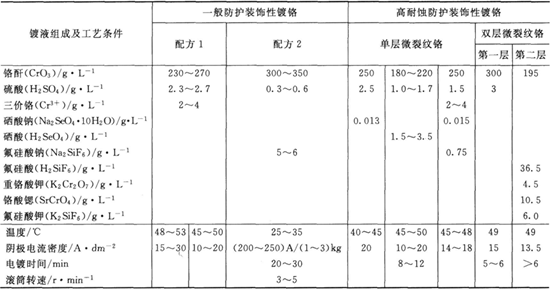
一般防护装饰性镀铬采用中、高浓度的普通镀铬液,适用于室内环境使用的产品。钢铁、锌合金和铝合金镀铬必须采用多层体系,主要工艺流程如下。①钢铁基体铜/镍/铬体系工艺流程为:除油→水洗→浸蚀→水洗→闪镀氰铜或闪镀镍→水洗→酸铜→水洗→亮镍→水洗→镀铬→水洗干燥。防护装饰性镀铬的工艺规范多层镍/铬体系工艺流程为:除油→水洗→浸蚀→水洗→镀半光亮镍→水洗→光亮镍→水洗→镀铬→水洗→干燥。↓↑高硫冲击镍(1μm)②锌合金基体弱碱化学除油→水洗→浸稀氢氟酸→水洗→电解除油→水洗→闪镀氰铜→水洗→光亮镀铜→光亮镍→水洗→镀铬→水洗→干燥。③铝及铝合金基体弱碱除油→水洗→电解除油→水洗→次浸锌→溶解浸锌层→水洗一二次浸锌→水洗→闪镀氰铜(
行业排行
热门文章