电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第586页
电泳循坏搅拌系统的三个作用
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1293次
电泳循环搅拌系统具有如下几个方面的重要作用:其一.促使电泳漆槽液温度的均匀分布.以利于电泳过程中各种电化学反应的稳定、均衡和一致:其二.促使电泳涂料(树胎、颜填料、有机助剂、中和剂等)在水中的溶解、充分混合和均匀分布,从而使电泳涂料具有良好的电泳特性:其三,防止电泳悄液的凝聚和沉淀.从而提高涂料的利用率,此外.机械搅拌在一定程度上还可以消除电泳漆槽液中的气泡.对提萵涂膜质量也具有一定的作用.在设计电泳循环搅拌系统时应注意:要给电泳槽液循环搅汁配备足够的动力.以保证电泳槽液循环4-6次/小时,.底部流速撮小为0.4m/s,槽液表面流逨不应低于0.2/s电泳主槽和副槽有效容积的比例要适当.一般控制在10:1之间:主槽应设置电板,槽体在设计或
冲击式除尘器
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1374次
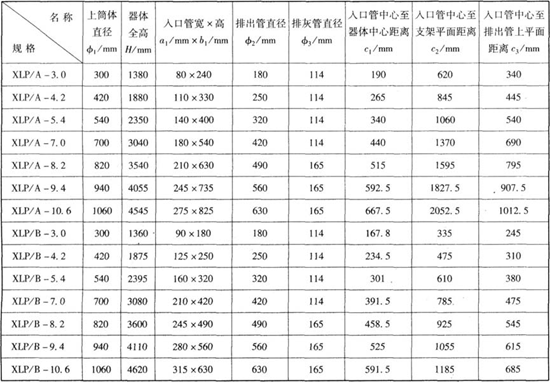
冲击式除尘器也称水浴除尘器。它的作用是使含尘气体以较高的速度喷出,冲击液面,撞击起大量的泡沫和水滴,而尘粒则随气流冲入水中,细小的尘粒还可在水滴中进行净化。XLP型除尘器的主要尺寸该除尘器结构简单,可现场砌筑,耗水省(0.1L/m3—0.3L/m3);但对细小粉尘的除尘效率不高,且泥浆难于清理。由于水面剧烈波动,除尘效率也不能保证。
XLP型除尘器
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1257次
XLP型除尘器是CLP型除尘器的改进型。XLP型除尘器的结构特点是进气管的上缘与顶盖相距一定的距离,使上下旋涡的分界面处于排气管的底部,而在圆柱部分加一旁室与锥体部分相通。处于分界面的尘粒产生剧烈的分离作用,分离至外壁的较粗较重的尘粒沿外壁由下旋涡气流带至除尘器底部。较细较轻的尘粒由上旋涡气流带至上部,在顶盖下形成粉尘环。上旋涡气流携带粉尘环进入旁室,沿旁室流至器体下部与下旋涡汇合,分离出的尘粒则进入灰斗。从而提高了除尘效率。XLP型分为带有半螺旋线型(XLP/A型)和螺旋线型(XLP/B型)的旁室。每种根据安装位置又分为x型(吸出式)和Y型(压人式)。工业小型除尘机组技术参数XLP型除尘器主要性能表XLP型除尘器气体处理量计算公式如下:式中:L为处理气体量
电泳涂装表面前处理的设计要求
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1284次
电泳涂装表面前处理的设计要求,前处理是个非常重要的工序,处理质量是否过关,工艺控制是否得当.不仅关系到后续的涂膜质虽是否得到保陴,而旦还关系着卷一些相关工作液,特别是电泳槽液的使用效果或稳定性,之所以如此重要.这是因为电泳涂装前表面处理担负着一个非常重要的任务:保证预涂件有一个导电良好、沽净度高并具有一定防锈性能、对电泳涂膜的附着力好的平整表面,为获得一个内外质虽均佳的电泳涂膜创造条件:与此同时.还应采取相应措施.严防一些工作液(如表调液、磷化液)以及电泳槽液被污水污染而影响它的稳定或使用效果。报椐上述表而处理的任务和要求.要由五个工序共同完成.这就足脱脂,除锈、农调、磷化、水冼,这五道工序各自都足“独立”的^担负着不间的任务:虽然它们对电泳涂装产生不同的影响,但它们又
DC、JLB型工业小型除尘机组
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1238次
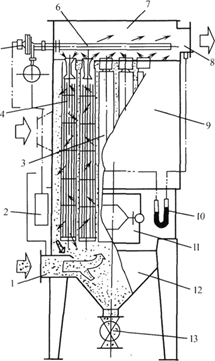
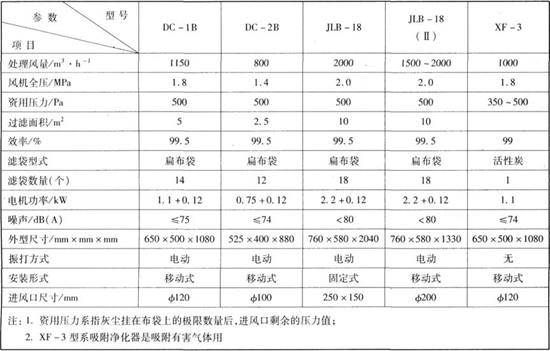
DC型、JLB型除尘机组装有电器控制板,配有开、停、振打,电钮开关接通380V三相交流工频电源后,通风机旋转,使过滤段产生负压,进风口产生流人风量,随即将发生点的粉尘捕集到过滤段内,经过布袋过滤,粉尘被阻滞在布袋之外,清洁空气通过通风机排人大气,从而达到除尘作用。停机以后,自动振打一分钟(或手推动)进行振打清灰,粉尘降至集尘器皿中,工作后拉开门或提起把手把集尘器拿出倒掉粉尘,即完成全部除尘物理过程。DMC—1型脉冲袋式除尘器.1—进气口;2—控制仪;3—滤袋;4—滤袋框架;5—控制阀;6—喷吹管;7—净气箱;8—净气出口;9—中箱体;10—u型压力计;11—检修器;12—集尘斗;13—排灰装置。JLB—18型结构图1—进风口;2—偏心轮;3—振打电机;4—出风口;5
DMC-1型脉冲袋式除尘器
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1233次
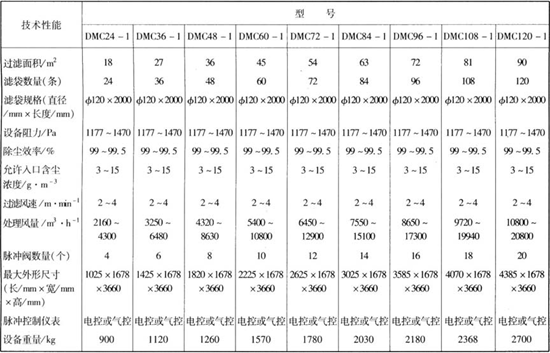
脉冲袋式除尘器的特点是周期性地向滤袋内喷吹压缩空气,造成与过滤气流相反的逆气流反吹和振动作用以清除滤袋积灰。清灰效果好,又不损伤滤袋。因此,具有使用寿命长、净化效率高和过滤速度大、占地面积小的优点,但需具备压缩空气气源。脉冲控制系统由控制阀(电动脉冲的电磁阀、气动脉冲的气动阀和机械脉冲的机控阀)和脉冲阀组成。使用气动脉冲时,需要0.5MPa~0.7MPa的压缩空气(需加过滤装置以除去气体中水分和油雾)。DMC一1型脉冲袋武除尘器技术性能
电镀车间除尘器和过滤器净化效率的计算
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1232次

除尘器的除尘效率与粉尘的粒径分布有关,故用分级效率表明除尘器的分离性能。表中列出了各种除尘器对50μm、5μm、1μm粒径以下的除尘效率,可供选用除尘器时参考各种除尘器在不同粒径下的概略效率
电镀车间除尘设备的选型
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1233次
(1)为了防止大气被污染,凡由喷丸、磨光与抛光等设备排出的含尘空气在排入大气前应用除尘器加以净化,一般采用干式或湿式除尘器一段净化,当净化程度要求高时,则可采用两段净化(第一段采用干式,第二段采用湿式)。(2)根据喷丸机、磨光机等设备的规格、数量及工作条件等不同情况,可选用下列型号的除尘器:DMC-1型脉冲袋式除尘器;DC、JIB型工业小型除尘机组;XLP型旋风除尘器;XCX型旋风除尘器;XP型旋风除尘器;CLK扩散式旋风除尘器;CCJ/A型自激式除尘机组;水浴除尘器;冲击式除尘器等。(3)在用布轮抛光过程中产生的纤维质粉尘可采用楔形网过滤器净化。(4)在允许条件下,除尘设备尽可能选用中、小型除尘器,以保证净化效率。(
阴极涂装线的工艺设计的重要性
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1229次
工艺设计是整个技术设计的重点和中心环节。工艺是否完善和合理是保证涂装质虽和获得好的经济回报的重要条件,为了做好工艺设计.设计人员首先要对明极电泳涂装的整个生产过程、工作原理、工艺流程及其毎个生产坏节、工序的作用、目的、要求、注意事项及其对涂装质量和生产成本的影响因紊等等方面部有有个比较清楚的认识和了解I才能制定出针对性较强又比较切实可行的设计方案,阴极也泳涂装的工艺流程不同的预涂件材质、表面状态及其对涂膜质量的不同要求.将有不同的工艺流程,但在整体上会有一个比较类似的模式,这就足典型的工艺流程,常见的比较典型的工艺流程为:脱脂—水洗-除锈—水洗一表调一磷化(饨化)―水冼一电泳一电泳后超滤液冼一水冼一(沥干)湿晩干燥因化一下架(半成品)其中水洗工序以洗净为设
电镀车间氰化物废气的净化
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1333次
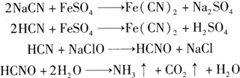
氰化物废气可以用l.5%NaOH+1.5%NaCl0溶液、硫酸亚铁吸收,其化学反应如下:吸收后的废液应进行处理,达到排放标准后才能排放。处理设备可用填料塔。填料可采用塑料窗纱和泡沫海绵等网体填料,有利于气体和液体的充分接触。采用硫酸亚铁溶液作吸收液时,将质量百分数为0.1%~0.7%的硫酸亚铁水溶液送人喷淋塔吸收3s~4s,净化效率可以达到98%;采用次氯酸钠水溶液作吸收液时,应用氢氧化钠将吸收液调节pH值保持在弱碱性状态,用一般喷淋塔吸收,净化效率可达到90%以上。处理后生成产物为氨、二氧化碳和水,毋须进一步消毒处理。
行业排行
热门文章