电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第591页
PPG清漆产品
发布 : 涂装助手 | 分类 : 其它产品 | 评论 : 0人 | 浏览 : 1455次
2002年,PPG第一次向汽车市场推出了抗刮擦清漆。自那时起,抗刮擦清漆已经迅速成为汽车行业的标准。PPG在提供多样化的抗刮擦清漆技术方面领导市场潮流,其技术不仅满足了全球汽车制造厂的严格要求,且使汽车在很长一段时间内保持最初的光泽。结果:极大的满足了消费者,使其在很长的时间内都会喜爱自己汽车的外观。陶瓷清漆PPG的CeramiClear®清漆是一种使用纳米技术的产品,使用后表面的抗刮擦、抗损伤和抗腐蚀的能力可达到以前无法达到的水平。此专利技术将创造一个坚固的硅般表面,可有效的防止因日常使用、清洗和环境不利因素,如酸雨和树液,对汽车表面的损伤。此技术目前使用的双组份液体清漆,PPG即将推出一种单组份产品,应用于汽车装配厂。抗刮擦粉末清漆汽车制造商一直努力将更加环保的
客车涂装除锈除氧化皮方法
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1259次
钢铁在热加工时会产生氧化皮,在运输及保存过程中接触水或其他腐蚀介质会生锈,这些东西的存在会因原电池反应而加速钢铁在涂层下的腐蚀,而且腐蚀物体积增大引起涂膜起泡、开裂和脱落等现象;铝板表面有一层薄而致密的氧化膜,铝板和镀锌板表面光滑,漆膜附着不牢,所有这些原因我们都可以通过打磨的方法予以消除。不论采用手工打磨还是机器打磨都要注意选择适当的砂纸标号以防喷涂面漆后显现砂纸痕,同时为了确保脱脂效果我们把打磨工序安排在脱脂烘千后进行,这样可有效地避免砂纸把油污等异物代入砂纸印痕里面。
镀层结合强度定量检测方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1980次
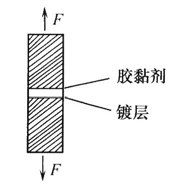
1.胶黏剂拉伸剥离试验试验方法原理如图l0—1—4所示。准备两个与镀件基体相同的圆柱形试件,试件的直径30mm左右,长l00mm左右,试件一端的端面一定要磨光滑平整。取其一个试件,圆柱面用绝缘漆绝缘,在光滑平整的端面电镀。镀好后用粘接强度好的环氧树脂胶黏剂与另一试件的平滑端面粘接,待胶黏剂固化好后,放在拉力试验机上进行拉伸试验。直至两个试件分开,如果是在胶黏剂与镀层处分开说明镀层的结合强度大于胶黏剂的抗拉强度,如果在镀层和基体处分开,记录拉力值F,镀层的结合强度可按下式计算。P=F/S式中:P为镀层结合强度(N/mm2);F为镀层与基体剥离所需要的力(N);S为镀层与基体结合的面积(mm2)。2.塑料基体电镀层剥离试验一般取试样为75mm×100mm的塑
镀层的结合力定性检测方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 4742次

镀层结合力是指镀层与基体金属或中间镀层的结合强度,即单位表面积的镀层从基体金属或中间镀层上剥离所需要的力。镀层结合力不好,多数原因是镀前处理不良所致。此外,镀液成分和工艺规范不当或基体金属与镀层金属的热膨胀系数悬殊,均对镀层结合力有明显影响。GB/T5270--200X((金属基体上的覆盖层(电沉积层和化学沉积层)附着强度试验方法》规定了测试方法。评定镀层与基体金属结合力的方法很多,但大多为定性方法,定量测试方法由于诸多困难,仅在试验研究中应用。通常用于车间检验的定性测量方法,是以镀层金属和基体金属的物理-力学性能的不同为基础,即当试样经受不均匀变形、热应力或外力的直接作用后,检查镀层是否有结合不良现象。具体方法可根据镀种和镀件选定。定性检测方法1.弯曲试验
客车涂装前处理脱脂简介
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1227次
钢材及其零件在加工、运输过程中可能会遇到防锈油脂、拉延油、切削乳化液、冷却油以及操作者手上的汗液、油等,还会有大量的灰尘粘附在上面,这些物质的存在一方面加大了磷化膜生成的难度,同时也会出现涂层附着力变差的可能性,另一方面又增加了脱脂的难度。脱脂时要根据基材耐贼性的不同,针对不同的基材材质选择了不同的脱脂方法:(一)冷轧板冷轧板的耐碱性较强,并且其表面上的各种油污多,根据不同时脱脂剂性能,一般需要注意以下几个问题1.配比:一般脱脂剂有水剂有固态粉末两种,水剂在调配前应把桶内的溶液晃动搅拌均匀〖特别是气温较低或进货时间皎长时)否则底部有沉淀会影响脱脂效果,加水时按不同脱脂剂的性能不同,比例也有不同。加入规定比例的水和脱脂剂(根据工件油污状况〉并搅拌均匀;
钛及钛合金的电化学氧化(阳极氧化)处理
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1975次
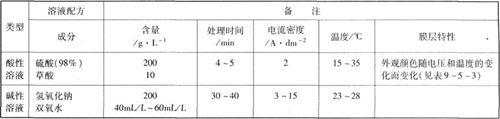
钛及钛合金可以在酸性或碱性溶液中,用电化学方法氧化,获得抗蚀性能极高的膜层。阳极氧化膜也可用于高温成形加工,膜层具有良好的耐磨性。还可根据钛合金氧化工艺参数的调整,得到不同颜色的氧化膜外观,其化学稳定性也较好,有较高的装饰及实用价值。(一)钛及钛合金电化学氧化工艺规范 (二)溶液的配制(1)酸性溶液。在槽中放入总体积1/3的去离子水,然后将硫酸加入槽中。再将草酸溶解后加入槽中,稀至总体积搅匀即可试用。(2)碱性溶液的配制。先将氢氧化钠溶解后,待溶液冷却到室温后再将计算量的双氧水加入槽中。稀至总体积搅匀即可试用。(三)阳极氧化电压与颜色的关系阳极氧化电压与颜色的关系(四)钛及钛合金着色由钛及钛合金阳极氧化着黑色的工艺规范见表
钛及钛合金的化学氧化处理
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1690次
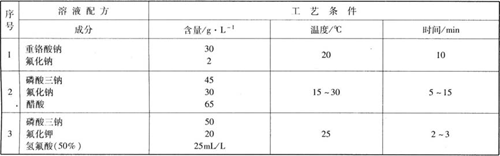
钛及钛合金可在铬酸盐或氟化物等溶液中获得化学氧化膜。根据零件的材料、使用要求选择其氧化方法。(一)钛及钛合金化学氧化工艺规范(二)溶液的配制和调整(1)溶液的配制。在槽中注入总体积l/3的去离子水,分别加入计算量的化学药品,加温或室温下搅拌至完全溶解,然后稀至总体积搅匀,分析调试合格后投产。(2)溶液调整。溶液中氢氟酸、醋酸、铬酸盐等是主要消耗材料。氢氟酸和醋酸消耗较为明显。要根据化学分析的结果和溶液的氧化能力,适时补加药品。(三)镕液成分和工艺参数的影响(1)铬酸盐、磷酸盐。是形成膜的主要成分。含量过少,形成膜的速度慢,膜层薄;含量过高,导致成膜速度减慢。(2)氟化物。主要起表面活化作用,促进膜的生成。(3)醋酸。主要起调节酸度的
钛及钛合金化学转化膜处理
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1319次
钛及钛合金具有许多优良的特性,密度小,它是重要的工业、国防、航空材料。然而钛及钛合金化学活性高,在空气中生成一层极薄的致密的氧化保护膜,表现出极强的抗蚀性。表面光滑的钛对硝酸具有很好的稳定性,这是由于硝酸能快速在钛表面生成一层牢固的氧化膜,但是表面粗糙,特别是海绵钛或粉末钛,可与次、热稀硝酸发生反应,高于70℃的浓硝酸也可与钛发生反应;常温下,钛不与王水反应。温度高时,钛可与王水反应生成TiCl2。钛及钛合金表面防护有化学氧化和电化学氧化两种方法。钛及钛合金表面有一层天然的氧化膜,结构极致密,当在其表面涂有机涂层时,这层氧化膜会导致涂层与基体的结合力很差,因此常采用钛合金的化学氧化或磷化来达到提高结合力的目的。同时钛合金的磷化也常用于塑性加工。经电化学氧化的钛合金件其抗蚀性能将
镁合金的电化学氧化(阳极氧化)处理
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1769次
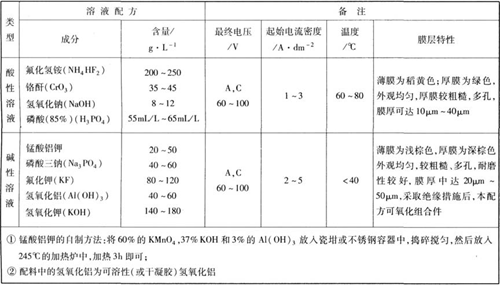
镁合金可以在酸性或碱性溶液中,用电化学方法氧化(也称阳极氧化),获得较厚的膜层。阳极氧化膜本身具有一定的耐蚀性,有些厚膜还具有良好的耐磨性。此外,膜层表面较化学氧化粗糙、多孔,可作为油漆等涂料的底层。(一)镁合金电化学氧化工艺规范(二)溶液的配制(1)酸陛溶液。在槽中放入总体积1/3的去离子水,然后将氟化氢铵和磷酸加入槽中。再将铬酐和氢氧化钠分别溶解后加入槽中,稀至总体积搅匀即可试用。(2)碱性溶液的配制。先将自制的锰酸铝钾溶解在先配好的5%的KOH溶液中(注意不可用NaOH代替,更不可直接溶于水中),得到的绿色溶液中每100g含Mn0224g~26g。量取计算量的锰酸铝钾碱性溶液倒入槽中,将计算量的KOH加入槽中溶解。另把两倍于Al(OH)3,用量的KOH溶液
镁合金的化学氧化处理
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1687次
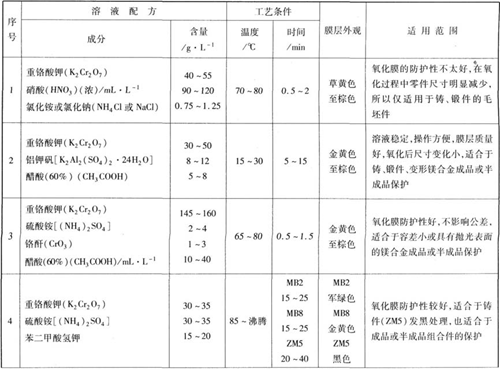
镁合金可在铬酸盐或氟化物等溶液中获得化学氧化膜。根据零件的材料、使用要求选择其氧化方法。镁合金化学氧化工艺规范(二)溶液的配制和调整(1)溶液的配制。在槽中注入总体积l/3的去离子水,分别加入计算量的化学药品,加温或室温下搅拌至完全溶解,然后稀至总体积搅匀,分析调试合格后投产。(2)溶液调整。溶液中硝酸、醋酸、重铬酸盐等是主要消耗材料。硝酸和醋酸消耗更为明显。要根据化学分析的结果和溶液的氧化能力,适时补加药品。(三)溶液成分和工艺参数的影响(1)重铬酸盐。是形成膜的主要成分。含量过少,形成膜的速度慢,膜层薄;含量过高,导致成膜速度减慢。(2)氟化物。是成膜主盐。含量过高时膜厚而疏松,含量低时形成的膜薄,而且易产生腐蚀点。(3)
行业排行
热门文章