电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第593页
电解着色的简单原理
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 2054次
电解着色是金属离子在膜孔底部的阻挡层上还原而显色的。但是铝的阴挡层是没有化学活性的,欲在阻挡层上电沉积金属,关键在于活化阻挡层。电解着色采用正弦波交流电,就是利用交流电的极性变化来活化阻挡层,在负半周阻挡层遭到破损,正半周又得到氧化修复,这样阻挡层得到活化。所以电解着色要使用交流电。那么交流电怎能还原金属呢?这是因为阻挡层有半导体特性,能起整流作用,当对极电位比铝件电位高(正)进,铝件一侧电流的负成分就占主导,在强的阴极还原作用下,通过扩散进入膜孔内的金属离子就被还原析出。研究表明,贵金属和铜及铁族金属离子还原成金属胶态粒子,一些含氧酸根如硒酸根、钼酸根、高锰酸根则还原成金属氧化物或金属化合物形式析出,沉积在膜壁上。电解着色的色调依金属盐种类,金属沉积量而异,除金属的特征色以外,还与金
PPG前处理产品
发布 : 涂装助手 | 分类 : 其它产品 | 评论 : 0人 | 浏览 : 1362次
PPG工业公司致力于提供多样化的优质的汽车前处理产品。通过一系列的浸没或喷淋方式在汽车车身上应用这些技术。前处理改善了汽车外观,提高了涂料的附着力和汽车的整体防腐蚀能力,从而提升了汽车价值。汽车前处理有很多优点,包括:•优良的防腐蚀保护能力•提高金属清洁度•优良的涂料附着力•提高金属外观的均匀度磷酸锌磷酸锌前处理是一种成熟的表面处理方法,处理后车体清洁并具备防腐能力。此涂料技术应用广泛,从汽车车身,到小部件,如发动机安装件。采用喷涂和浸没方式处理车身表面。典型的磷酸锌处理流程为:多次清理,然后加钛酸盐活性清洗剂,磷酸锌和清洗密封剂。经过多次去离子水清洗后,工艺完成。此流程不仅要为下层涂装系统准备了车身,而且延迟了金属氧化时间,并提供了一个
化学浸渍着色法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1623次
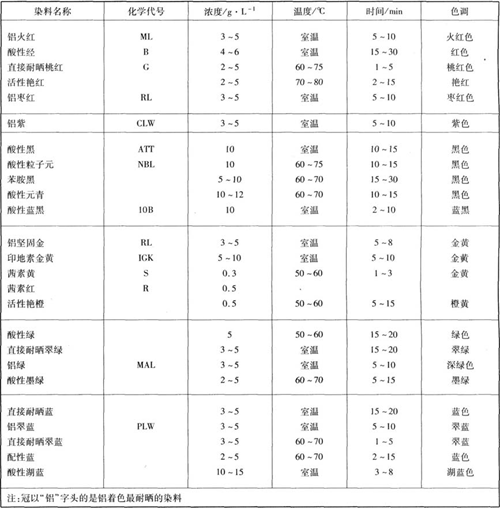
化学着色的机理铝阳极氧化膜有20%~30%的孔隙率(硫酸膜),故有巨大的比表面积和化学活性,染料分子通过氧化膜的物理和化学吸附积存于内表层而显色。靠染料分子或离子的静电力进行的吸附叫物理吸附,吸附力取决于氧化膜的表面电荷和染料性质。在弱酸性染色液中氧化膜带正电荷,对阴离子型的染料如酸性染料有较强的物理吸附力。与化学吸附相比,物理吸附力较弱且受温度影响大,所以化学着色的色牢度取决于化学吸附。化学吸附指氧化膜与色素体通过化学键、共价键或形成络合物形式结合,所以吸附力强。无机盐浸渍着色的色素体是金属氧化物或金属盐,例如Fe204(金黄色),Ag2Cr207(橙色)。它是通过进入膜孔中的金属盐进行化学反应而得到有色物质的。化学着色工艺2.染料的配制方法先将染料用少量水调成糊
阳极氧化膜着色法分类和特点
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1541次
铝阳极氧化膜具有多孔性和化学活性,很容易进行着色处理。根据其显色色素体存在位置不同可分为化学浸渍着色法、电解整体着色法、电解着色法、涂装着色法等四类各种着色法的工艺特点和应用:(一)化学浸渍着色法包括有机染色和无机盐着色两种。该法具有工序少、工艺简单、操作性好、成本低、色种多且色泽艳丽、装饰性好等特点。无机盐着色鲜艳度远不及有机染色。浸渍着色由于色素体存在于多孔层的表层(见图9—3—6(a)),故耐光、耐晒、耐磨性差,不宜作室外和经常受摩擦零件的表面装饰,只用于室内装饰和小五金着色。无机盐着色和带“铝”字头的有机染色,有较好的耐光,耐晒性能,可用于室外装饰。(二)电解整体着色法这是在阳极氧化的同时也被着色的方法。包括合金发色、特殊电解液发色和电源波型
铝瓷质阳极氧化
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 2393次
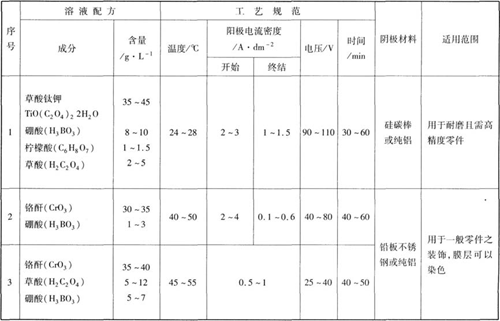
(一)电解液种类(1)在革酸或硫酸电解液中添加稀有金属盐(如钛、锆、钍等盐),在氧化过程中由于盐的水解作用产生的色素体沉积于膜孔中,形成类似釉的膜层。这种膜质量好,硬度高,可以保持零件的精度和平滑度。但电解液成本高,使用周期较短,而且对工艺条件要求严格。(2)以铬酸为基础的混酸电解液,具有成分简单、价廉、形成膜弹性好等特点。显示瓷质的原因是氧化膜呈树枝状结构,光在此结构上产生漫反射造成的白色不透明瓷质感。但这种膜硬度低(HVl20~HVl40)。在装饰性氧化中应用多。(二)瓷质阳极氧化工艺流程铝件→轻微机械抛光→化学除油→热水洗→冷水洗→硝酸中和出光→冷水洗两次→瓷质阳极氧化→冷水洗→去离子水洗→染色→冷水洗→去离子水洗→封闭处理→清洗→干燥→轻度机械抛光→成品
铬酸阳极氧化工艺
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 2359次
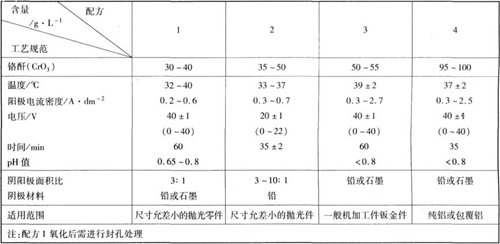
铬酸阳极化膜呈灰白到深灰色,不透明,孔隙极少,氧化后可以不封孔。铬酸阳极化无论溶液成本或电耗都比硫酸法贵,因而使用受局限。铬酸阳极氧化工艺规范溶液的配制在槽中加入总体积4/5的去离子水,将计算量的铬酐加入槽中,搅拌至铬酐完全溶解,再稀至总体积,搅匀后经分析调整即可投产。操作方法(1)配方l、2、4在氧化开始15min内将电压由零升到40V,在40V下氧化45min至终点。(2)配方3氧化时在5min内使电压由零升至20V,并保持该电压至氧化结束前1min内将电压降至零。断电后2min后取出零件。杂质的影响及除去溶液中硫酸根不得超过0.5g/L,氯离子不得超过0.2g/L,否则氧化膜变粗糙。此外,由于氧化过程中六价铬还原成三价铬,Cr3+增多会使
草酸阳极氧化工艺
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 3002次
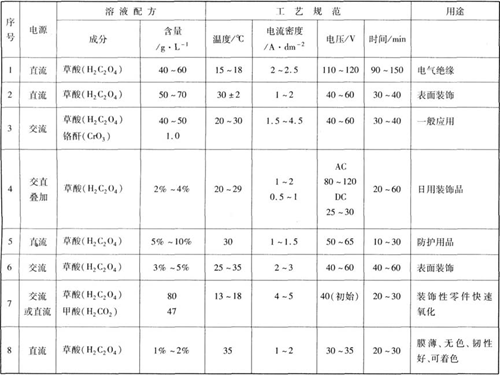
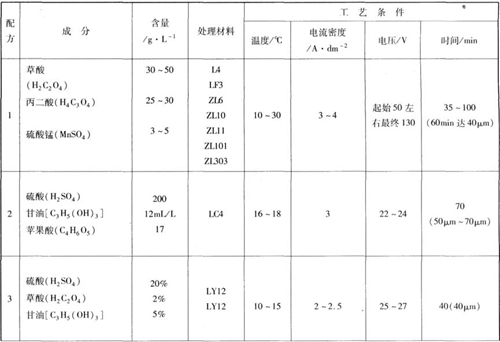
草酸阳极氧化可获得8μm~20μm厚度的膜层。该法成本较高、电耗大,故在应用方面受到一些限制。一般在特殊条件下才应用,如制作电气绝缘保护膜;日用品表面装饰(铝锅、盆、饭盒等),还在建筑、机械、电气工业上有所应用。在纯铝和不含合金上可获得银白、草黄色和黄褐色氧化膜。草酸阳极氧化工艺规范配制方法先在槽中放入4/5体积的去离子水,加热到70℃~80℃,在搅拌下缓慢加入草酸。直到草酸全部溶解,然后再加入其他成分,加水至总体积,充分搅匀。使用和维护要点(以绝缘用氧化为例)(1)操作方法。零件带电人槽(必须采用阶梯式升压方式:0V~60V5min(使电流密度保持在2A/dm2~2.5A/dm2)90V~110V15min70V5min90
硬质阳极氧化的注意事项
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1840次
(1)为防止电流集中引起局部过热导致零件烧伤,零件所有棱角要倒圆,半径不应小于0.5mm,不允许有毛刺。(2)零件表面应较光滑,因为硬度氧化后表面粗糙度会降低一级。(3)一般来说硬质氧化后零件增加的厚度为氧化膜厚度的50%左右,所以零件在机加工时应考虑氧化前后的尺寸公差。(4)硬质氧化时零件地承受很高的电压和电流,因此零件与夹具要保持良好的接解,以免烧伤零件。夹具要专门设计使用具有压紧螺钉或用螺栓连接板的夹具。(5)对只需局部硬质氧化的零件,不氧化部位应绝缘。将配好的绝缘胶涂在零件上,涂层要均匀,每涂一次烘干一次,共涂2次~4次。氧化后绝缘层用稀释剂洗去或用50℃~70℃热水浸泡剥离。绝缘胶用Q98—1硝基胶5份,Q04—3红色硝基磁漆l份,用X-1稀释剂搅匀。
硬质氧化工艺操作方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 2545次
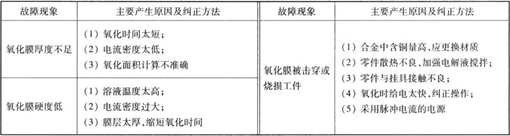
硬质阳极氧化常采用恒电流法。氧化开始电流密度为0.5A/dm2,在25min内分5次~8次逐步升高电流密度至2.5A/dm2~3A/dm2,然后保持电流恒定,并每5min用升高电压的方法调整电流密度,直至氧化终结。氧化过程中应经常注意电压与电流表,如有电流突然增加,电压突然下降现象,说明有些零件膜层已局部腐蚀溶解,这时应立即断电,检查和取出已破损的零件,其他零件再继续氧化,可一次给足电流。4.成分和工艺参数的影响(1)溶液浓度。用硫酸硬质氧化时一般采用10%~30%的浓度范围。浓度偏低时膜层硬度高,尤以纯铝更加明显。但含铜高的烧毁零件,故不适合低浓度氧化,必须采用3101g/L~350g/L的硫酸,用交直流叠加或脉冲电流氧化。(2)有机酸。在硫酸溶液中加人适量的有机酸如
行业排行
热门文章