电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第598页
门式行车自动生产线镀槽的布置及尺寸
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1226次
直线式自动电镀机中镀槽的布置顺序及尺寸的计算是设计制作过程中的重要环节,对提高自动线产量有着重要意义。1)镀槽布置直线式自动电镀线,由于行车的运行轨道为直线,因此,镀槽必须沿轨道呈直线布置,以使行车在镀槽上完成工序间的吊运工作。根据车间平面布置及工艺流程情况,镀槽可分为单行和双行两种布置方式。单行布置可以在自动线同一端装卸料;也可以在两端装卸料。在一端装卸料的方式可由一组工人同时兼管装卸料,在操作不太繁忙或零件运输路线比较合理的情况下采用较多。当厂房的布置适合于一端装料另一端卸料,并且生产任务较重,一组工人不能同时兼管装卸工作而适宜分开操作时,采用两端装卸布置较为合适。当厂房长度方向受到限制,而自动线总长度较大时,还可以布置成双行直线方式。采用门式行车时
门式行车自动生产线的水平运行及升降传动方式
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1186次
行车的平移运行多采用链传动系统将减速器输出轴的动力传送给水平运行轴,平移动作是依靠两个主动水平运行轮与轨道顶面的摩擦来实现的。主动水平轮采用聚氨酯橡胶轮,耐磨、抗振、噪声低。对于高速运行的行车,由于摩擦传动的停位精度不易保证,所以不少厂家采用链轮与轨道旁边的链条啮合来传递平移运动。这时,所有的水平运行轮都是被动轮,只起承担行车重力的作用。行车的升降结构的传动,在原有的链条拖动的基础上,开始采用尼龙片基增强纤维带拖动,使吊起工件时实现先慢后快,下降时先快后慢的软着陆运动状态。增强纤维带传动利用顶部的卷筒使吊钩上升,而下降则利用自重自然下垂。不仅简化了行车的机械结构,也减少了传动件的受腐蚀程度,提高了行车的使用寿命。
门式行车自动生产线的吊钩
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1133次
目前使用的吊钩,在吊钩数量、导轨布置和吊钩钩体结构等方面都有很大差别,各有其特点。1)吊钩数量国内应用的门式行车,按吊钩数量可分为单钩(一对吊钩)和双钩(两对吊钩)两种。单钩行车只能一次完成装料或卸料一种工作,因此,行车有往返的空程或多工位槽中需要设空工位,增加了辅助时间,镀槽也不能充分利用。而双钩行车则可同时进行装料和卸料,行车没有往返空程,前一组吊钩先将槽内已有的零件吊出,后一组吊钩即可将事先随行车吊来的零件立即装入镀槽。因此,镀槽和行车的利用率均大大提高,行车的自动控制程序也容易灵活安排。所以大多数工厂使用的自动线均采用双钩行车。对装筐生产和滚镀滚筒的调运工作,由于吊运物宽度或直径较大。采用双钩结构会使吊钩外形尺寸过大,而且镀槽处理时间较长,只要不严重影响镀槽及行车的利用
门式行车自动生产线
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1311次
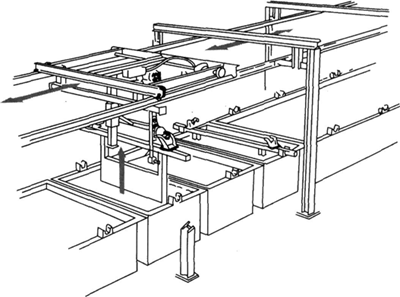
门式行车自动生产线采用门式行车来吊运电镀零件。电镀各工序所需要的各种镀槽平行布置成一条直线或多条直线,行车沿轨道作直线运动,利用行车上的一对或两对升降吊钩吊运,使自动线按要求程序完成加工任务。门式行车是国内使用最为广泛的电镀自动行车。这种行车利用对称的两个升降吊钩平衡提升槽内阴极导电杆,传动较平稳,提升力较大,车体刚性较好,行车轨道布置在行车两侧,运行过程中比较平稳,特别适于吊运大型工件。目前应用这种行车的镀槽其宽度(自动线宽度方向)一般在1500~2500mm范围内,吊重设计为500kg以上。吊钩升降速度一般设计在8~12m/min范围内。速度过低会影响自动线产量,速度过高极杆或滚筒就位时的冲击较大,溶液易溅出,零件也易漂落。为了使零件离开电镀槽时带出的溶液较少,挂具在电镀槽上被提升后可延
直线式电镀自动线
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1259次
直线式电镀自动线是把各工艺槽排成一条直线,在它的上空用带有特殊吊钩的电动行车来传送挂有工件的极杆或滚筒。其传送运动可自动控制,也可手动控制。按电镀方式可分为挂镀自动线和滚镀自动线。按行车的车体结构类型可分为门式、悬臂式和其他特殊形式。凡同类型镀件采用多层镀层结构,年产量在l0000m2以上者,选用直线式电镀自动线是比较经济合理的。某些小零件年产量虽然没这么多,但数量较多,生产又连续不断,选用小型直线式电镀自动线,也是适当的。直线式电镀自动线具有机械结构简单、造价较低、建造方便、投产较快、行车不占用地面等优点。其缺点是辅助槽的利用率较低,行车的单元动作比环形自动线多,自动控制设备比较复杂。
电镀自动线
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1259次
电镀自动线是按一定的电镀工艺过程要求,将有关镀槽、镀件提升运转装置、电气控制装置、电源设备、过滤设备、检测仪器、加热与冷却装置、滚筒驱动装置、空气搅拌设备及线上污染控制设施等组合为一体的总称。与手工操作的电镀生产线相比,可以大幅度提高产量,稳定产品质量,降低劳动强度,提高劳动生产率,简化生产管理,缩小占地面积,改善车间环境,减少有害气体,使车间整齐美观,从而创造良好的工作环境。电镀自动线一般按其结构特点、镀件装挂方式和镀层种类来分类。按结构特点可分为直线式(程控行车式)自动线和环形(椭圆形、U形)自动线;按镀件装挂方式可分为挂镀自动线、滚镀自动线和带(线)材连续自动线等;按镀层种类可分为镀锌、铜镍铬和铝氧化等自动线。选用电镀自动线的结构类型时,必须考虑生产规模、设备投资可能性、
电镀槽常用槽体的材料(二)
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 2393次

七、硬聚氯乙烯塑料硬聚氯乙烯塑料是当今产量最大,应用最广的热塑性塑料之一。由于聚氯乙烯塑料耐腐蚀性好,因此大量用来制作板材、管材、槽体和各种污水处理及废气处理设备。聚氯乙烯的价格比较便宜,经常用来代替钢材和不锈钢使用,具有较大的经济价值。(一)物理性能硬聚氯乙烯塑料的密度为1.4X103kg/m3~1.6×103kg/m3,其重量只有碳钢的1/5,使设备重量大大减轻,对加工制造和运输安装均带来方便。其马丁耐热度为65℃,在此温度材料明显变形,实际上一般使用温度在50℃~10℃之间。硬聚氯乙烯的导热性较差,导热系数入为0.139W/(m·K)~0.151W/(m·K),是普通碳钢的1/400~1/500。其线膨胀系数a较大,约为5×10-5/K~6×10-5/K,是普
电镀槽常用槽体的材料(一)
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1828次
一、选择材料的原则(一)满足工艺条件要求根据溶液成分、浓度和温度选择适当的材料。材料必须耐所装溶液的腐蚀,不污染溶液。一般地说,温度增高使腐蚀速度加快;不同的浓度,腐蚀速度也不一样。(二)价格低、来源广选材应注意降低成本,因地制宜。目前聚氯乙烯塑料、化工陶瓷、碳钢、玻璃钢的成本较低,来源较广;镍铬不锈钢等较贵;钛的价格贵,但国内资源丰富;镍和橡胶应尽量不用。(三)施工方便选材时应注意施工方便,有的材料耐腐蚀性能很好,但施工条件苛刻或难以施工,不宜选用。(四)适应生产特点选材应与生产特点相适应,处理重型零部件、盛装剧毒溶液或贵重溶液以及需要经常移动的设备,不宜选用脆性较大的材料制作。要同时满足上述要求是较困难的,只能综合比较,因地制
槽体绝缘与电加热槽安全接地
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1165次
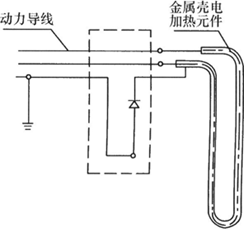
(一)低压直流绝缘当一台直流电源设备供两台或两台以上镀槽使用时,如果金属镀槽未加绝缘衬里或加热管等与车间管线未绝缘时,从阳极来的电流的一部分,有可能通过金属槽或管线的连接,流入别的镀槽,这部分电流叫漏电流。漏电流不仅不能用到电镀工件上,反而会在金属镀槽或加热管上出现沉积金属,或使它们表面的金属被溶解,所以电镀槽体必须防止漏电流。为了防止漏电,金属镀槽或电解液槽应衬绝缘衬里,槽内的金属加热管或冷却管与车间管线之间均应绝缘。其绝缘连接一般采用法兰盘连接方式,两法兰盘之间垫入绝缘垫,紧固螺钉采用绝缘套管和绝缘垫圈,比较简单的绝缘连接可以采用200mm长的蒸汽橡胶管绝缘。当金属槽体无绝缘衬里时,槽体应垫瓷砖与地面绝缘。(二)电加热槽的安全接地用管状电加热元件或其他电热元
行业排行
热门文章