电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第597页
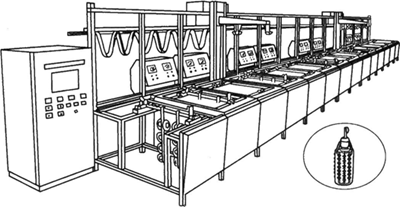
带材及线材电镀自动生产线
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1683次

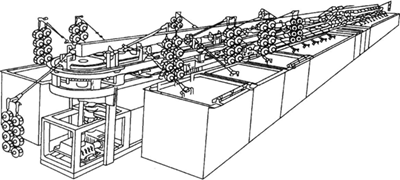
带料及线材电镀属于卷料和盘料连续电镀过程,其电镀自动线除连续电镀所需的各种工艺槽和导向导电装置外,还设有放料和收卷装置。有的电镀自动线上还包括电镀前的其他加工工序(如钢丝热处理)的连续处理设备,因此这类自动线的长度一般都有几十米。为了减少镀槽的长度,有的自动线采用增加槽体深度的办法,从而产生了各种各样的专用自动线。带料电镀自动线带料电镀自动线按照带料在镀槽中的放置方向分为水平放置式与垂直放置式两种。传统的带料电镀自动线为带料放料轴水平安装,卷料吊车起吊后,将料卷中心孔直接插到放料装置的中心轴上,带料开卷后呈水平方向送入各电镀工艺槽。在各工艺槽的槽沿设有卧式导向导辊,与槽内底部导向导辊相配合,使带料上下弯曲波浪式前进,浸渍在各工艺槽内经受各工艺过程的必要工序处理,最后清洗、干燥
摆动升降式环形电镀自动线
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1274次
这类环形电镀自动线是将吊杆中部作为支点,固定在水平运行支座上,挂具悬挂在距支点较远的一端,距支点较近的另一端靠压板升降机构的上下运动,在挂具到达槽端时升起和下降,完成越槽动作。水平运行采用链条传动,越槽升降动作采用压板上下运动,使吊杆产生摆动。摆动升降式环形自动线的结构如图8—39所示。另一种摆动升降式环形电镀自动线的升降动作是在水平运行支座的一侧,安装一条曲线导轨,吊杆支座上装有滚轮,滚轮沿导轨(凸轮)曲线一边前进,一边随导轨弯曲路线使吊杆产生上下摆动,完成跨越各镀槽的规定动作。这种自动线只需一套水平运行的驱动机构,机械结构比较简单。其摆动升降动作采用导轨导向,导轨的曲线下降坡度不宜过大,因而越槽过程前进距离较大,增加了自动线的长度。这类环形电镀自动线的吊杆端部安装夹持
垂直升降式环形电镀自动线
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1334次
垂直升降式电镀自动线升降行程较大,且呈直线上升,适用于较长的较宽的挂具挂镀或卧式滚筒滚镀各种零件。自动线上每一个吊杆是按节拍运行的,每个节拍水平移动一段规定距离,定点升降,跨越槽沿,镀件被带着循序前进,完成一个循环,镀件各工序就全部结束。自动线的传动分为水平运动驱动和垂直升降驱动两个部分。传动方式分为机械式与液压式两种。机械驱动装置结构轻巧,适宜于轻型自动线,而全液压驱动的自动线工作比较稳定可靠,适用于较重负荷。垂直升降式环形电镀自动线这种结构虽制造要求高,但可减少工作油量,还可以保证活塞刚性好。现在较普遍使用的是桥架升降式液压传动机构。液压传动的优点是比较平稳,结构简单。由于环形自动线的一个节拍中,只有上升、移动、下降、延时这几个动作,所以自动控制的仪器也比较简单。由于环形自
镀槽的排列及长度
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1238次
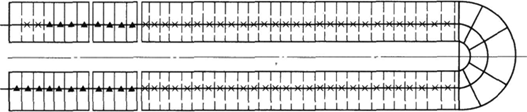
(1)镀槽的排列在环形电镀自动线中,镀槽的排列,完全按照工艺流程排成U形,图8—34所示为工艺槽的平面布置。开口端是装卸工件的工位,挂具沿环形中心线间歇向前推进,需要跨越镀槽的吊臂在槽内末端工位首先提升,向前推进一个工位间距后再进行下降,完成跨槽动作。在镀槽内同时有多个工位时,可按生产节拍每次向前推进一个间距,直到下一个跨槽动作。环形挂镀自动线工艺槽平面布置(2)镀槽的长度镀槽的长度视处理的时间而定,如清洗槽、回收槽等,镀件在该槽中处理过程比较快,所以镀槽的长度最短,只要能容纳一个挂具多一些即可,一般为500mmi若镀件在除油、电镀槽中处理时间较长,则其镀槽就应长一些。因此,在环形电镀自动线中,镀槽的排列和长度,都是根据工艺规范而定的。即先把工艺顺序和处理时间决定后
环形电镀自动线
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1327次

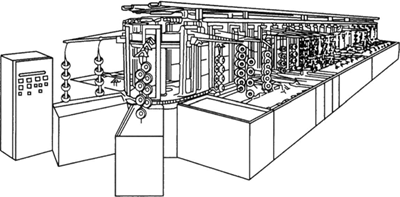
环形电镀自动线的工艺槽的排列方式呈U形,由许多宽度基本相同而长度不同的固定槽、推动挂具水平前进和定点升降的机械装置、自动控制仪器等组成。它能使挂具带着镀件按节拍有规律地进行下降、延时、上升、前进等动作,它可以自动联合完成包括除油、酸洗、清洗、电镀等数十道工序。环形电镀自动线按用途可分为挂镀和滚镀自动线,按升降机构运动形式可分为垂直升降式和摆动升降式。凡需要电镀的同类零件,批量相当大,年产量超过30000m2时,可考虑采用环形电镀自动线。目前它已广泛应用于汽车和自行车零件的电镀生产。环形电镀自动线与直线式电镀自动线相比,其优点是:生产效率高,适用于大批量零件的生产;辅助槽利用率高;自动控制系统比较简单。其缺点是:制造费用高;占地面积较大;机械结构的要求高;只适用于中型
直线式滚镀自动生产线
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1302次

门式和悬臂式行车自动线不仅适用于挂镀,也同样适用于滚镀,只是滚镀自动线的镀槽长度一般比较小。所用行车结构只要与槽体尺寸和各滚筒吊重(包括带出溶液重)相适应即可。有的滚镀自动线要求滚筒提升后能继续旋转(从排出零件带出液和镀锌钝化后均匀暴露空气中等因素考虑),在行车车架上还附有滚筒驱动机构。当滚筒提升到上限高度时,其旋转齿轮与行车上的驱动齿轮相啮合,使滚筒在镀槽上方旋转,残液可滴落槽中,减少带入清洗水中的溶液量,节约污水处理费用。清洗后的电镀件经过提升旋转,可以清除复杂零件内的留存水分,经离心脱水干燥后,不致残留水迹。滚镀自动线的镀槽上安装有滚筒驱动装置,在装料和卸料位置,有的还装有自动装料和卸料装置。滚筒驱动装置分为单槽独立驱动和多槽联合驱动两种方式。单槽独立驱动是在每一个需要滚
粉末涂料的施工应用
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1216次
典型粉剂涂料工序1.部件悬挂2.预处理3.烘干4.冷却或底层预热5.涂装6.无喷溅时间(noflashtime)7.烘烤8.冷却9.部件移出1.预处理系统预先将金属表面进行处理会对系统性能的提高起到很大的贡献作用。流程:清洗并除油磷酸盐(含铁或锌)磷化漂净并密封烘干2.施工操作舱提供不同尺寸的操作舱保证通过工件的气速率达到120FPM(37MPM),从而能保持一定的压力。舱壁和舱顶光滑,易于清洁。设备:粉剂泵和导管粉剂筛空气压缩机手工操作:
悬臂式行车直线式自动生产线
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1278次
悬臂式直线自动电镀生产线。它的轨道一般固定在镀槽后面的支架上,分为上下两条,分别承受行车及零件的重力和平衡悬臂结构的力矩。这种自动线不与建筑物发生关系,因此,可安装在厂房内的任何地点。控制元件安装在轨道后面,离槽较远,且便于维修,是一种比较小巧的自动线。悬臂式行车直线式自动生产线由于悬臂行车结构上的不对称性,考虑到运行时平稳性和结构轻便性,一般设计的载重为150kg以下,悬臂也较短(1.2m左右),所采用的槽宽度不大(1.2m以下),运行速度和升降速度均在10m/min以下。这种自动线适用于仪表和电子元件工厂等小型零件较多的电镀车间。
门式行车自动生产线控制系统
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1432次

自动电镀机的控制系统由手动控制(简称手控)系统及程序自动控制系统(简称程控系统)两部分组成。在调试、检修、事故处理及吊运阴极杆等工作时用手控系统,自动线正常生产时用程控。手控与程控都设计在控制线路中,并且互锁。控制台可安装在自动线操作面的行车侧架下方,也可以设在便于观察及操作的地方或者设立单独的控制室。从电气设备的防腐及改善工人的工作环境来看,设立单独的控制室较为合适。程控是按照电镀工艺的要求,预先编制好一定的程序,然后程控系统按照所编制的程序,自动指挥行车上的电动机使其正转或反转,从而在完成某个指定动作后,由检测元件发出一个反馈信号,使程序转入下一个动作。这样装有零件的阴极杆或滚筒,按照电镀工艺顺序及各镀种规定的电镀时间通过各个工艺槽,完成全部过程。虽然程控装置的种类较多,但
行业排行
热门文章