电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第601页
槽液的蒸汽加热方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1684次
电镀车问蒸汽压力常用0.2MPa~0.3MPa。加热的主要形式有蒸汽加热管加热及水套加热两种;蒸汽加热管加热又可用排管加热和用蛇形管加热。蒸汽加热排管设有水封,凝结水易排出,加热效率较高。对于铅合金及钛加热管,最好是用蛇形管的结构形式,以减少焊缝。当用铅锑合金蛇形管加热时,蒸汽压力不应超过0.25MPa。蒸汽加热排管1.蒸汽消耗量的计算蒸汽消耗量按下式计算蒸汽加热蛇形管式中:G为蒸汽消耗量(kg/h);Q为溶液升温或热水槽工作时所需的热量(kJ/h);r为蒸汽的潜热:当蒸汽压力P=0.3MPa时,r=2164kJ/kg;当蒸汽压力P=0.2MPa时,r=2135kJ/kg。2.蒸汽加热管的计算蒸汽加热管所需传热面积按下式计算
电镀槽液加热量计数方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1260次
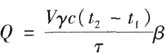
建设在有集中供热设施的大中城市工业区或电镀工业园区的工厂,镀槽溶液加热通常是用蒸汽,分散建设的规模较小的工厂或小镀槽采用蒸汽不便时,可用电加热。燃油和燃气加热方式一般有两种使用情况:一种是采用小型燃油和燃气锅炉,为镀槽提供蒸汽加热;另一种是直接用燃烧器对槽底加热或利用燃烧产生的热风加热和烘干工件,在供电不正常的地带多用作干燥室的热源。燃油和燃气的燃烧器在市场销售的商品品牌很多,使用较多的主要还是国外进口的产品,各电镀设备厂商都是将燃烧器与干燥设备装配完好后出厂。一、加热溶液所需的热量加热溶液所需的热量,应能满足在预定的升温时间内将溶液从室温升到工作温度,中小型(3000L以下)槽子,升温时间可取1h~3.5h,小槽可取小值。加热溶液所需的热量分为两种情况:一种是从室温升到工作温
常用电镀槽体尺寸
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1492次
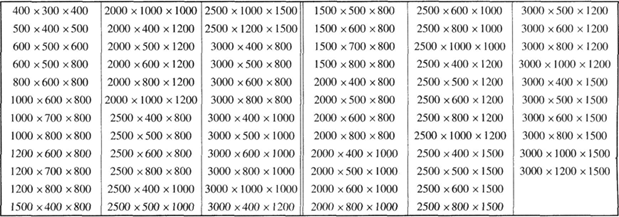
实际应用的电镀槽体规格相当繁多,现将常用的一些槽体规格列于下表以作参考常用槽体尺寸,长/mm×宽/mm×高/mm
阴极电泳涂装槽
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1142次
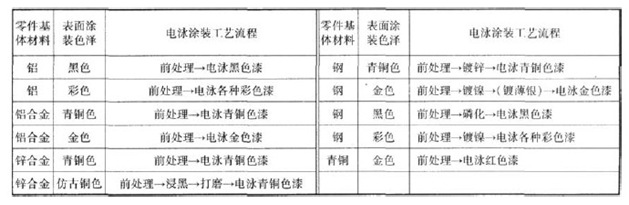
彩色阴极电泳涂装工艺是90年代国际流行的表面处理新工艺。根据零件基体材料和所需颜色不同,可选择不同的配合工序。常见的阴极电泳涂装工艺流程列于表l2—2—1。由于阴极电泳涂装前处理工序与电镀相同,而且多数工厂是在电镀车间完成阴极电泳涂装工作。为此对阴极电泳涂装槽及相关设备予以概略介绍。阴极电泳涂装槽由槽体、连续过滤装置、热交换器、阳极区隔膜、导电装置和温度控制装置等组成,工作温度在25%左右,视漆液牌号而定。 槽体通常由硬聚氯乙烯板制成,分为主槽和副槽两部分,上部通过溢流口相连接,使主槽内的漆液能顺利流人副槽内。主槽内靠近阳极导电装置的侧面,设置阳极隔膜,以稳定溶液pH值,当阳极区内电导率和pH值升高时,应更换阳极区的溶液和补充高纯水。由于槽液呈酸性
电镀浸油槽的工艺特点
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1347次
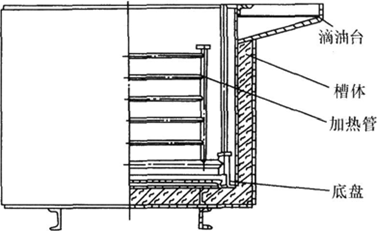
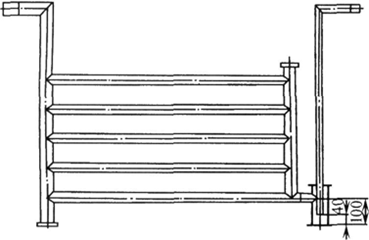
浸油槽用于发蓝和磷化后作补充处理,把氧化膜松孔填满。也可用于油封。其工作温度一般为105℃~ll5℃。浸油槽的结构型式与发蓝槽相似,由槽体、加热器及活动底盘组成(见图l2—2—18),均由普通钢板焊接而成。加热方式有两种:一种是用蒸汽加热管加热,结构简单,操作安全,加热管由无缝钢管制成;另一种是用电加热,此时宜选用油用管状电加热元件,也可在内槽底下用电热板作外热式加热。电加热有可能使油过热甚至着火,应采用温度自动控制装置。当车间蒸汽压力低于0.2MPa时,宜用电加热。电加热浸油槽的电功率可近似地按每l00L油3kW~4kW计算。 零件浸油后,需有一个滴油过程,为此浸油槽的端部或槽内应有一个滴油台。二十、除氢油槽除氢油槽用于某些零件镀铬后去氢。其结构型式和发蓝槽相似,一
发蓝槽(钢铁氧化槽)
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1348次
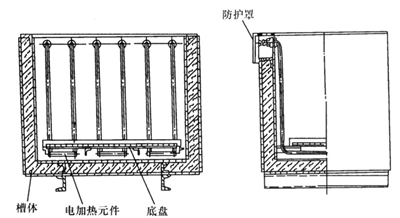
发蓝槽由槽体、加热器及底盘组成,其工作温度一般在130℃~150℃之间。对于常温发黑槽,属于酸性氧化溶液,可采用不带加热器的硬聚氯乙烯塑料槽或陶瓷槽。发蓝槽(钢铁氧化槽)内槽由钢板焊接而成,外壁由薄钢板焊成,保温层厚度约50mm~80mm。为了便于捞取落入槽中的零件,槽底部设1个~2个用型钢和铁丝网制的活动底盘。溶液用电加热,分为内热式和外热式两种:内热式是在槽内安装适当功率的管状电加热元件;外热式是在内槽底下设置抽屉式或其他型式的电加热器。后者的优点是便于自制加热器,但效率不如内热式高,加热器寿命较短,结构较复杂。若车间的蒸汽压力能达0.59MPa,也可用蒸汽加热,其加热管用无缝钢管制成。如果车间有煤气,亦可用大气式煤气燃烧器加热。加热溶液的电功率,可近似地按每100L
电泳漆的适用范围
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1340次
您的产品是否使用电泳涂装如果您想降低生产成本,减少对环境的危害或者提高产品漆涂效果,您可能就需要用到电装涂装。经济优势95%-99%的传递效率高自动化全方位涂覆高产量优良的薄膜均匀性控制低应用成本维护简易低保险率环境优势低含量挥发性化学物(低至0.1lbs/gal,即12g/l)无表面活性剂的化学成分无重金属的化学成分废水中较低的化学需氧量和生化需氧量封闭霍尔效应较少的固体颗粒水性物质有助于降低火灾隐患缺点不易处理的多色系首次购买的成本比液体涂料高,也比粉末涂料略贵全方位涂覆要求在不施加涂料的部位用掩蔽剂
电镀线磷化槽工艺特点
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1275次
磷化槽按工作温度区分为常温磷化槽、中温磷化槽及高温磷化槽。常温磷化槽与常温酸浸蚀槽相同。中温及高温磷化槽由槽体及加热管组成,当工作温度高于90℃时,槽体宜设50mm厚度的矿渣棉或其他材料保温层。磷化槽的材料,对于磷酸锰铁盐磷化溶液,加热管最好用1Crl8Ni9Ti不锈钢管,以便去除沉积物(用钛管作加热管也容易去除沉积物),其次也可用紫铜管,不宜用普通钢管,因其沉积物难以清除而往往敲坏加热管;槽体可用钢槽衬不锈钢或衬玻璃钢,也可用碳钢但不易清除沉积物。对于溶液配方为氧化锌、磷酸和硝酸类型的磷化槽,其加热管及衬里材料应用不锈钢制造。
铝及铝合金封闭槽
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1227次
为了提高阳极氧化膜的耐蚀、抗污染、电绝缘和耐磨等性能,铝及其合金在阳极氧化和着色后,都要进行封闭处理。氧化膜的封闭方法很多,对不着色的氧化膜可进行热水、蒸汽、重铬酸盐和有机物等封闭;对于经过着色的氧化膜可用热水、蒸汽、含有无机盐和有机物的溶液封闭。封闭槽的工作温度决定于所采用的溶液成分。工作温度在90℃以上的封闭槽,由带保温层的槽体及加热管组成,一般均由碳钢焊制;对于工作温度在90℃以下的封闭槽,其槽体不作保温层。这类槽子也可用作铝件碱性化学氧化槽等。蒸馏水封闭槽一般用于小零件,可用搪瓷槽由水浴加热;重铬酸盐封闭槽的加热管宜用无缝钢管制造。铝件热水封闭槽的溶液呈弱酸性,pH=4.5~6.5,若用硫酸调整pH值时,往往会引起钢槽生锈,有的工厂采用下述溶液进行封闭处理:硝酸铵(NH
PPG电泳漆的产品特性
发布 : 涂装助手 | 分类 : 电泳漆产品 彩色电泳漆 | 评论 : 0人 | 浏览 : 1334次
产品特性抗腐蚀性的环氧阳离子适用于尖锐物件的高涂覆率抗腐蚀性的丙烯酸阴极涂料及优良的室外耐火性100%的效率传递性苛刻工况下使用二次涂层无重金属的化学成分无表面活性剂的化学成分电沉积的感光性树脂适用特定市场的性能特征市场分类电泳装后的特性农具高亮色,色彩涂控,抗风化性,抗腐蚀性生产用具抗腐蚀性,耐沾污性,色彩控制汽车抗腐蚀性,不易破碎,抗风化
行业排行
热门文章