电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第594页
硬质阳极氧化膜的生长过程和结构特点
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1338次
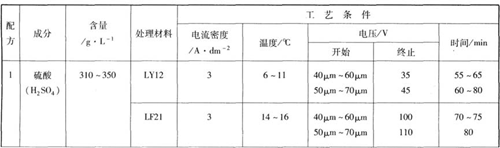
氧化膜的生成机理与普通硫酸阳极化相同,但为获得厚而硬的膜层需强制冷却电解液,采用高电压和大电流使膜的生成速度远大于溶解速度。由于氧化条件的改变,使膜层结构亦发生变化,增厚电阻增加,孔隙率减小,故电压升高,这阶段时间越长,生长速度与溶解速度达到平衡的时间也越长,其厚度不断增加;第4段电压急剧上升,达到一定值时发生电火花击穿。这是由于电压高,膜孔内析氧加速,且扩散困难,积累的氧气又导致膜电阻增加,电压剧增,孔内热量引起气体放电产生火花。电火花击穿电压,所以第4段氧化时间不宜太长,通常为90min~100min。硬质层也是双层结构,其区别在于比普通膜的阻挡层厚度约大10倍,孔壁也如此,这是硬度高的基本原因。然而孔隙率比普通膜少7倍~8倍,只有2%~6%。硬质膜基组杂乱无章,互相干扰,出现
硬质阳极化的特点和用途
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1431次
(1)色泽。膜层外观呈灰、褐至黑色,与材质成分和工艺有关,而且温度愈低、膜层愈厚则色泽愈深。(2)厚度。厚度最高可达250μm,所以又称为厚膜氧化。(3)硬度。氧化膜硬度很高,在纯铝上HVl200~HVl500,在铝合金上硬度显著降低,HV400左右,由于微孔可吸附润滑剂,故能提高耐磨能力。(4)耐蚀。具有很高的抗蚀性,尤其在工业大气和海洋性气候中有卓越的耐蚀性。(5)结合力。与基体结合十分强固。(6)绝缘和约热性。硬质膜电阻大,膜厚l00μm,可耐2000V以上,熔点达2050℃,导热系数低至67kW/(m·K),是极好的耐热材料。由于硬质氧化膜的优良特性,故应用很广,主要用于制造耐热、耐磨、绝缘性要求很高的铝质零件,如活塞、汽缸、轴承、水电设
铝阳极氧化生产管理注意事项
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1263次
①挂具和氧化零件的材质应相同,并且一定要绑紧,防止移动时松动。铝型材在进入氧化前还要紧一下绑扎线。②形状各异或合金成分不同的制品,不宜在同一槽中氧化,否则厚度不均引起着色不均匀。③一般氧化初期中断电流影响不明显,但氧化一段时间后断电将产生两层结构,膜层性能恶化。④每槽氧化面积与槽液体积有关,每立方米电解液最多一次氧化3.3m2的零件。⑤通电量与溶液体积的关系,体积电流密度为0.3A/L为限。⑥阳极氧化可能产生和带入的杂质有C1-、N0;、F一、CrO42-、Al3+、Cu2+、Pb2+、Fe2+、Mn2+、M92+等。阴离子对氧化影响最大,允许量为C1-<0.05g/L、F-0.01g/L、N03-0.02g/L。这些离子含量高时孔隙率升高,氧化膜
铝及其合金防护装饰阳极氧化各工艺参数的影响
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1275次

铝及其合金防护装饰阳极氧化各工艺参数的影响(1)硫酸。在一定的氧化时问内,氧化膜的厚度取决于氧化膜的溶解和生长速度的比率。通常随硫酸浓度增加氧化膜溶解速度增大,反之亦然。氧化开始时氧化膜的成长速度浓溶液比稀溶液快,但随氧化时间延长,浓溶液中膜的成长速度反而比稀溶液慢。硫酸浓度偏高孔隙率增加,容易染色,一般防护一装饰氧化采用18%~20%的硫酸。由于浓度高时膜层的硬度、耐磨性、耐蚀性下降,带出损失多,故建筑铝型材阳极氧化采用l5%左右下限浓度。加有镍盐的电解液,可使用较高的电流密度,为保持膜层的高生长速度和溶液的导电性,故采用较高的硫酸。(2)铝离子。新配槽时,必须要有lg/L以上的铝离子存在才能获得均匀的氧化膜,以后在生产中由于膜的溶解,铝离子会不断积累,铝离子的浓度影
铝及其合金防护装饰阳极氧化工艺溶液的配制方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1173次
铝及其合金防护装饰阳极氧化工艺溶液的配制方法在槽中加人总体积3/4的去离水,启动空气搅拌机,将计算量的硫酸缓慢加入槽中,按配方要求加入二元酸和多元醇,混合搅拌至完全溶解,加水至总体积,加一些脱脂的铝屑或旧氧化液,使铝离子含量达到1g/L左右,即可使用。
电镀设备干燥箱与机械化干燥室
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1182次
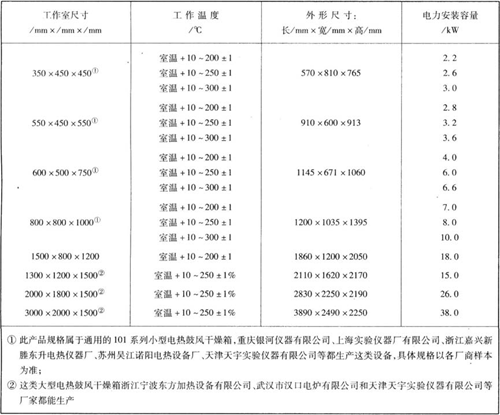
干燥箱在电镀工厂主要用于烘干工件清洗后表面的残留水分、除氢处理以及实验室里供溶液化验过程烘干与焙烧等加热使用。电热鼓风干燥箱是电镀工厂常用的干燥设备。因为它温度控制准确,操作使用方便,没有噪声、清洁卫生,一般都乐于采用。电热鼓风干燥箱的生产厂商很多,可根据各厂产品样本按需要选购常用的一些电热鼓风干燥箱主要技术规格电镀工件烘干用的干燥箱主体结构都大同小异,只是热源不同引起一些变化。热风循环对电镀工件干燥箱是必备的功能。它是利用循环通风机使工作箱的热空气强制循环对流,以利于各部位温度均匀、改善热交换条件和加速工件表面水分的蒸发。干燥室还必须设计换气系统,及时排放一定比例的潮湿空气和吸人新鲜干燥空气,使工件表面与周围环境保持一定的湿度差距。工作温度能够达到250%的电热鼓
电镀设备热风干燥槽
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1460次
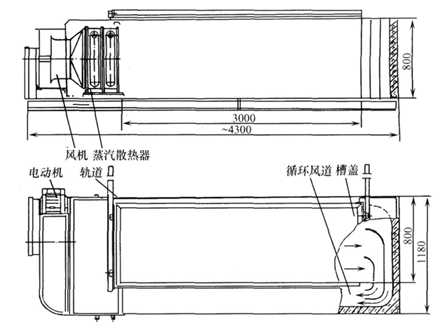
干燥槽一般用于电镀零件经最后水洗后进行强制干燥,干燥温度一般在60℃~70℃。对于不能采用离心干燥的零件,多采用干燥槽进行烘干。在吊镀生产线上,通常将挂具和零件同时送入干燥槽进行烘干,然后卸T挂具送去检验。干燥槽有三种结构形式,一种是在钢槽内侧壁和底部三面设蒸汽排管,利用自然对流加热干燥;另一种是在钢槽内两侧壁设置管状电热元件。这两种方式的优点是结构简单,缺点是温度不高,生产率低。对于手工操作的小型带盖干燥槽,可用这种结构。第三种是热风循环干燥槽,在槽外设置蒸汽散热器,由循环风机将空气鼓入散热器加热后再进入槽内,从槽的另一端经导风板、风管又回到风机,再送人散热器和槽内,循环加热,因此空气温度较高,干燥效率也较高。应当指出,干燥槽如果没有槽盖,不仅热量损失大,效率低,而且往往温度升不高。在
电泳设备离心干燥机
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1167次
离心干燥机一般由可取出的盛装工件的料篮、支持料篮并带动其旋转脱水的转鼓、驱动和制动机构、机盖、外筒和机座等组成。大部分离心干燥机的机盖都带有电加热器,利用转鼓旋转产生的热风加速工件干燥。采用离心干燥机甩干扁平工件(如垫圈等)及碗状工件时,应中途停车反复启动几次,防止工件粘贴夹带水分,造成干燥不均。生产离心干燥机的厂家很多,型号和外形各异,但规格尺寸都大同小异。
行业排行
热门文章