电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » » 电镀技术 电镀工艺 电镀设备 - 第19页
电刷镀电源
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1395次

刷镀是以包裹着金属阳极的吸水材料(如脱脂棉、泡沫塑料、化学纤维等)外包涤纶布(丙纶布、化纤毛绒等)做成刷状,作为电镀溶液的载体——镀笔,并用供液软管与之连接,不断供给溶液。当镀笔与作为阴极的工件表面接触时,镀笔与工件表面即构成一个可沿表面任意移动的微型镀槽,使电刷镀过程得以连续进行。根据刷镀工艺的特点,所用的电源应具有以下功能:(1)直流输出的外特性应该是平滑的。工作时随着负载电流的增大,电源电压的波动应该很小;(2)输出电压从零到额定最大值应能无级调节;(3)应具有输出电流极性转换装置;(4)带有安培一小时计,以便控制镀层厚度;(5)计量精度高,体积小,重量轻,便于移动工作;(6)应具备可靠的短路与过载保护装置。过去,刷镀电
氯化物低温镀铁电源
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1284次

氯化物低温镀铁电源是专为氯化物低温镀铁工艺而设计的。氯化物镀铁工艺分为高温和低温两种。低温镀铁节约能源,电流效率高,沉积速度快,镀层硬度高。因此在印刷制板和机械磨损修复行业应用极为广泛。但是,在氯化物低温镀铁过程中,需要有几次改变电流波形的特殊要求,使得操作复杂化。镀铁电源的出现,使这一镀铁工艺的复杂供电过程实现了程序控制,极大地简化了操作,稳定了电镀质量。氯化物低温镀铁电源要求既能对起镀和过渡镀阶段提供正、负半波可分别调节的单相不对称交流电流,同时又能够提供直流电流。从起镀到直流镀阶段约20min的过程中,不对称比口(正、负半波电流密度之比)能平滑地从1.0调整到8.0,以满足过渡镀层的要求。这类电源设备的输出电流已经生产到6000A,根据需要还可提供更大规格的专用设备。哈尔滨工业大学研
电镀常用直流电源设备
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1368次

电镀生产常用的直流电源设备有硅整流设备、可控硅整流设备和高频开关电源设备等几类。硅整流装置可以采用不同线路和结构,获得半波、全波和多相平滑直流电流以满足不同镀种要求;它采用自耦变压器调压,在调节电压时电流波形不受影响,电压可从零伏调整到最大额定值,适合一般镀层电镀对波形和电压调节的要求,在单件小批生产的多品种电镀车间内通用性较大;可控硅整流装置采用可控硅调压方式,没有了自耦变压器,设备的体积比硅整流装置小,调压也比较方便,容易实现自动控制,便于自动线上集中管理。采用不同线路和结构的可控硅整流装置,可满足多种波形和调压方式的特殊要求。但调压时对电流波形和最大输出电流均有明显影响,因而在选用可控硅整流装置时,其额定电压和电流值均宜尽量接近镀槽的经常性工作要求。若采用较高电压的可控硅整流装置来为要
电镀电源设备
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1252次
电镀是将电能转化为化学能的过程,在此过程中,金属离子获得电子而还原成金属原子,金属原子按一定规则排列形成具有一定晶粒取向的平滑镀层。直流电镀电源正是提供电子的源泉和使金属原子结晶的动力。因此,电镀电源设备是电镀生产的主要设备,它与镀槽和电镀溶液配合一起,即可完成电镀过程。电镀电源已经能够提供多种形式的电流与波形,赋予了电镀工艺以新的活力。近些年来,常用直流电源设备正在不断更新,特种电镀电源设备随着电力电子技术的发展而有了新的突破,为电镀工艺研究提供了各种各样崭新的电源。电镀电源设备经过近半个多世纪的演变,才到了今天这种形式多种多样使用起来比较得心应手的状态。回顾20世纪50年代中期,人们还是采用交流/直流发电机组或汞弧整流器为电镀生产提供直流电。在调节直流发电机的输出时,要调节交流电机
铝合金(或铝型材)氧化及着色自动控制电源设备
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1207次

铝及铝合金氧化膜对材料表面良好的绝缘、防护与装饰效果,在装备制造业和建材工业中得到广泛应用,近些年来获得了快速发展,氧化膜的种类也非常繁杂,所采用的阳极氧化和交流电氧化与着色工艺,对电源的电流波形、电压与电流调控技术的要求越来越高,甚至于对电源设备的电压调节提出了程序(时间-电压曲线)控制要求,如:电流(电压)多级分段长时间软启动与稳压定时(膜厚)控制、直流叠加脉冲等特定波形及电压调节曲线记忆、运行过程电压或电流发生突变时自动断电与报警等。在这种形势下,各厂商相继开发了各种铝合金氧化自动控制电源设备,以其独特的功能来满足不同类型铝材的特殊工艺要求,从而简化了操作人员繁琐的调控过程,消除人为因素的影响,稳定产品质量。这类电源设备生产的厂家很多,输出电压一般为24V、60V、100V、
脉冲电镀电源设备
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1271次

脉冲电镀电源设备在贵金属电镀中广泛应用的脉冲电镀,其关键在于它采用了脉冲电镀电源。一般脉冲电镀电源输出的是方波脉冲电流(也可按需要做成梯形波、锯齿波等),其电镀过程也就是一种电流瞬间反复通断的高频间歇直流电镀过程。可以通过调节电流密度、脉冲频率和占空比(电流通断时间比值)来为控制镀层质量创造更好的条件。常用的脉冲电镀电源有单脉冲电源与周期换向脉冲(即双脉冲)电源两种。单脉冲电源提供的是稳定地正向方波脉冲电流;周期换向脉冲电源提供的是正向方波脉冲与短暂负脉冲相互交替的电流,由两组单脉冲系统组合而成,参数可单独调节(可改变为两组正脉冲、直流叠加正脉冲、直流与负脉冲换向、对称或不对称脉冲等),以调节电沉积过程,从而得到所要求的满意镀层。随着脉冲电镀电源的不断改进,其应用范围也日益扩
带材及线材电镀自动生产线
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1696次

带料及线材电镀属于卷料和盘料连续电镀过程,其电镀自动线除连续电镀所需的各种工艺槽和导向导电装置外,还设有放料和收卷装置。有的电镀自动线上还包括电镀前的其他加工工序(如钢丝热处理)的连续处理设备,因此这类自动线的长度一般都有几十米。为了减少镀槽的长度,有的自动线采用增加槽体深度的办法,从而产生了各种各样的专用自动线。带料电镀自动线带料电镀自动线按照带料在镀槽中的放置方向分为水平放置式与垂直放置式两种。传统的带料电镀自动线为带料放料轴水平安装,卷料吊车起吊后,将料卷中心孔直接插到放料装置的中心轴上,带料开卷后呈水平方向送入各电镀工艺槽。在各工艺槽的槽沿设有卧式导向导辊,与槽内底部导向导辊相配合,使带料上下弯曲波浪式前进,浸渍在各工艺槽内经受各工艺过程的必要工序处理,最后清洗、干燥
摆动升降式环形电镀自动线
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1281次
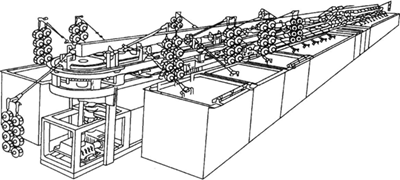
这类环形电镀自动线是将吊杆中部作为支点,固定在水平运行支座上,挂具悬挂在距支点较远的一端,距支点较近的另一端靠压板升降机构的上下运动,在挂具到达槽端时升起和下降,完成越槽动作。水平运行采用链条传动,越槽升降动作采用压板上下运动,使吊杆产生摆动。摆动升降式环形自动线的结构如图8—39所示。另一种摆动升降式环形电镀自动线的升降动作是在水平运行支座的一侧,安装一条曲线导轨,吊杆支座上装有滚轮,滚轮沿导轨(凸轮)曲线一边前进,一边随导轨弯曲路线使吊杆产生上下摆动,完成跨越各镀槽的规定动作。这种自动线只需一套水平运行的驱动机构,机械结构比较简单。其摆动升降动作采用导轨导向,导轨的曲线下降坡度不宜过大,因而越槽过程前进距离较大,增加了自动线的长度。这类环形电镀自动线的吊杆端部安装夹持
垂直升降式环形电镀自动线
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1348次
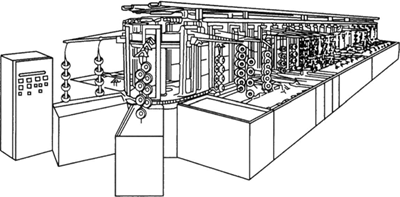
垂直升降式电镀自动线升降行程较大,且呈直线上升,适用于较长的较宽的挂具挂镀或卧式滚筒滚镀各种零件。自动线上每一个吊杆是按节拍运行的,每个节拍水平移动一段规定距离,定点升降,跨越槽沿,镀件被带着循序前进,完成一个循环,镀件各工序就全部结束。自动线的传动分为水平运动驱动和垂直升降驱动两个部分。传动方式分为机械式与液压式两种。机械驱动装置结构轻巧,适宜于轻型自动线,而全液压驱动的自动线工作比较稳定可靠,适用于较重负荷。垂直升降式环形电镀自动线这种结构虽制造要求高,但可减少工作油量,还可以保证活塞刚性好。现在较普遍使用的是桥架升降式液压传动机构。液压传动的优点是比较平稳,结构简单。由于环形自动线的一个节拍中,只有上升、移动、下降、延时这几个动作,所以自动控制的仪器也比较简单。由于环形自
镀槽的排列及长度
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1246次
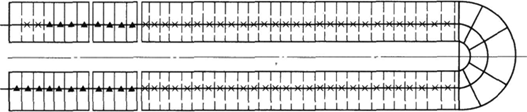
(1)镀槽的排列在环形电镀自动线中,镀槽的排列,完全按照工艺流程排成U形,图8—34所示为工艺槽的平面布置。开口端是装卸工件的工位,挂具沿环形中心线间歇向前推进,需要跨越镀槽的吊臂在槽内末端工位首先提升,向前推进一个工位间距后再进行下降,完成跨槽动作。在镀槽内同时有多个工位时,可按生产节拍每次向前推进一个间距,直到下一个跨槽动作。环形挂镀自动线工艺槽平面布置(2)镀槽的长度镀槽的长度视处理的时间而定,如清洗槽、回收槽等,镀件在该槽中处理过程比较快,所以镀槽的长度最短,只要能容纳一个挂具多一些即可,一般为500mmi若镀件在除油、电镀槽中处理时间较长,则其镀槽就应长一些。因此,在环形电镀自动线中,镀槽的排列和长度,都是根据工艺规范而定的。即先把工艺顺序和处理时间决定后
行业排行
热门文章