电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » » 电镀技术 电镀工艺 电镀设备 - 第44页
电镀镀前准备有哪些
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1398次
1预备性工作电镀之前为了使表面较为光滑,以便镀后外观较光亮,或者令镀层质量有所提升,则磨抛光是最常用的预备性加工。需要镀后镀层有闪亮的光泽时,抛光工作便很关键。传统的抛光方法是用胶粘以磨料(金刚砂等)附着手皮轮或破带上先行打磨,然后用布轮、毡轮等沾以抛光膏来细抛。抛光膏一般依照基材品种来选择,例如硬的材料用绿膏(含三氧化二铬、氧化铝等),一般钢材等用红膏(含氧化铁、氧化铝等),而较软的金属用白膏(含氧化钙、氧化镁、硅藻土等)。磨粒的粒度有粗细,粗糙的表面先要粗磨,按粗细依次进行,磨至光滑而抛至光亮为止。小批量的磨抛以手工居多,磨抛离不开粉尘污染,而且劳动强度较大。为此必须配备有效的抽风和固粒与粉尘的分离洁净设施。为了解决劳
电镀典型工艺流程简介
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1175次
比较典型的常规工艺流程顺序包括以下步骤。1抛光。2溶剂脱脂。3装挂。4电解除油。5热水清洗。6冷水清洗。7酸弱腐蚀。8冷水清洗。9中和(视需要)。10冷水清洗。11电镀。12冷水清洗。13热水清洗(视需要)。14钝化、填充或其他附加处理(视需要)。15卸装及清洗。16脱水或干燥。17防锈。18包装与转运。一般镀件在接收并开始进入生产前,须做镀前的检查。大量小件一般抽查,大件或重要的产品每件均须仔细查检,以防止有缺陷的产品进入生产线。有些零件须预先回火,已见前述。组装的部件一般不宜入槽电镀,以免溶液渗入缝隙形成隐患。如必须组
电镀的工艺安排
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1305次
电镀方式的选择取决于镀件的特征和产量,而准备工作则根据材料的特点和产品镀前的状态来确定。基本程序用以加工大多数钢铁类的普通制件,但对于其他材料和各种不同性质的镀层,就必须针对具体情况考虑其差异,并进行调整。实际上没有一种能适合各种不同情况的万能工艺。镀前准备包括预备性的准备工作和生产线上的镀前处理两部分。预备性的工作包括对镀件做细致的表面机械处理,如磨光、抛光或滚光、刷或砂布打磨、去除毛刺棱边、吹砂或喷丸等。这些都按实际需要来安排。经过精细的机械加工的产品,许多附加的机械处理就没必要了。有些最后热处理的制件往往也不再适合做机械性的加工,除非有需要吹砂、打磨或细致的表面修饰。产品视库存、转工序、运输等等不同情况,表面须有厚薄
电镀的工艺类型
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1221次
电镀用的生产设备,就被镀件、阳极、镀液、镀糟的相对布置和不同的操作方式而言,目前最常用的主要还是固定式的镀槽。但各种变通方法也均有应用和发展,零件运动(如摆动搅拌、连续电镀线材及板材、自动机等)、镀槽运动(如滚镀)、镀液运动(喷射、快速镀等)、阳极运动(刷镀等)种种不同设备目前都有使用。在工艺方面,除油、弱腐蚀、电镀、干燥并在其间进行清洗的序列成为常规的基本操作。但实际上根据不同情况经常须作补充、交通和改变,否则很难适应产品的千差万别。工艺类型1固定镀槽电镀溶液盛于固定的镀槽内,镀件浸入,和阳极面对,依靠做导电和固定用的挂具来通电,应当说是传统的也是应用最广的方法。固定式镀槽的优点是设备投资少,镀件的形状、大小
电镀工艺流程简述
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1647次
对于任何一类涂覆过程,涂覆的涂层与基体材料问结合牢固是最基本的要求,除非是一些需要剥离下来的沉积层,例如电铸层或精炼的材料等并不希望连带将基体材料带进产品的工艺。如要结合力好,须考虑的不应当只是沉积过程本身,而是要对其前后的工艺程序统筹安排并设计得当。一般习惯将电镀的整个工艺流程划分为镀前的准备、电镀本身和镀后的处理三个部分。镀前准备包括抛光、清理等准备工作,而镀后处理则是一些必不可少的清洗及一些附加的处理。然而,镀前准备往往被顾名思义地直接理解为清洁或改善表面光洁度的工作,而仅仅局限于本身的施工要求。这种过分狭义的理解易于使镀层达不到较高的质量水准。电镀是一种原子级的沉积过程,本质上不同于雾化、熔融以及涂刷等宏观意义上的
电镀品表面完整性简介
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1036次
随着产品设计和材料强度的迅速提高,对制品的工作环境要求愈来愈苛刻,同时材料运用中的富裕量或安全系数却往往因为要求轻巧、减重或使用条件严苛等种种原因而逐渐减小。这种趋势日渐使制件的表面状态对其性能的影响的重要性迅速体现出来。无数经验、事故和故障分析表明,许多破坏总是从零件的表面开始。腐蚀、疲劳和断裂等都是最常见的损坏原因,这些故障有些是随着制品的工作过程产生,但更多的是在材料加工制成成品之前就埋下隐患。而有些在使用中出现的故障,如应力腐蚀和疲劳和由此产生的破坏,其发生和发展也常取决于材料的表面状态。从经验总结出的问题促使一些年来提出所谓表面完整性的概念。这也就是说,从材料制备到保存和处理,以至一直到加工制成成品的整个过程,包括材料经
电镀阳极简介
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1443次
阳极对于维持和保证正常的电沉积过程十分重要。虽然镀层并非沉积在阳极上,但阳极的正常溶解直接影响镀液的物料平衡,并使包括镀液的电流效率、分散能力等指标得以保持正常。一般镀液多采用溶解性的阳极,只有少数的镀液如镀铬等除外。这些镀液因为使用溶解性阳极时无法使镀液均衡,所以用不溶的阳极而采用添加镀液组分的方法来调整。比较理想的溶解性阳极应具有下述基本特性。1只有电流通过时才溶解,并且溶解均匀。因为溶解的量应与阴极的镀出量协调,所以不应浸入槽内便自发地产生化学溶解。溶解如果不均匀不仅浪费而且会起灰、掉块,从而污染槽液,并使镀件的电流分布受到影响。2表面不易钝化、不产生挂灰、容许的极限电流密度较高,而溶解时的电流效率不低。钝化
电镀的镀液与工艺选择
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1541次
(一)镀液选择镀液与工艺参数的选定,是产品进行电镀前必要的工作。镀液与所用的工艺条件,须由产品的要求来确定。目前能采用的工艺已经很多,不同的配方和工艺条件可以很容易地查到。选择镀液的配方和配套的工艺,首要的是能针对性地满足产品的质量要求,其次便是考虑可能得以实施的环境和条件。产品要求电镀,一般大多是为了装饰防护或者增强其功能。无论是何种目的,所镀出的镀层都必须是一层均匀的完整覆盖,这是最基本的要求。如果被镀件形状复杂,或具有小的内孔、凹陷或盲孔,或者材料与表面很特殊,电镀工艺就必须细致研究分析后才确定,以便满足这些特殊情况。镀液是否能具备足够的宏观与微观分散能力,显然是必须要考虑的。通常电镀溶液的配方大体上可以分为
电镀的工艺参数需严格控制的必要性
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1225次
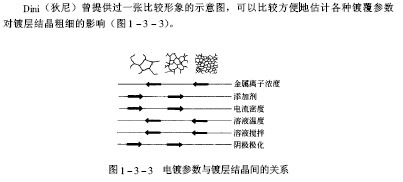
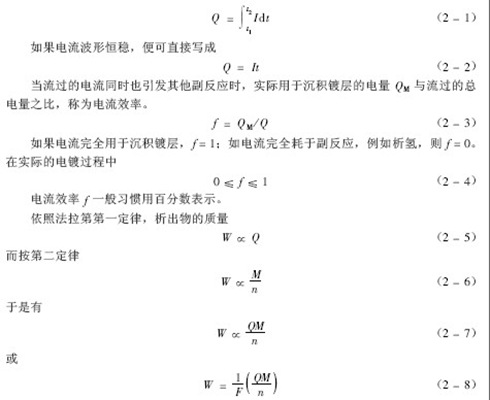
电镀过程是通过金属离子在电极与溶液界面上进行电荷交换来完成。因此,在诸多的影响因素中,须着重考虑和首先要重视的工艺参数势必是镀液配比和电流的选择与控制。离子放电时所处的状态和反应的历程、电流给与的大小与形式等将直接决定电结晶过程的机制,随之就是镀层的厚度、结构、表面状态等特性和镀层的质量。其他一些工艺参数,包括镀液应控制的温度、流动状态、电极的相互布置、与工艺有关的前后处理等,实际都和上述条件密切联系。法拉第电流和时间决定电沉积的量。单位面积上流过的电流即电流密度影响电沉积的速度,而电流密度的大小又与极化和过电位密切相关,已见前述。一般地说,总是希望加大电流以求得较高的沉积速度,但电流的加大往往受到镀液特性和传质状态的限制
电镀的电结晶过程简介
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1589次
从水溶液中镀取镀层是目前电镀生产工艺的主要方式。电沉积出来的镀层大多数情况下呈晶态,包括柱状或层状的晶态结构,同时也有微晶、纳米晶和非晶结构,结构的形成取决于沉积过程的条件。大多数情况下,目前通用的镀层均为晶态结构。由于沉积过程表现为形成晶态的过程,便将这一过程看做是电场影响下的结晶过程而称为电结晶。电结晶过程类似于但也有别于从溶液中因过饱和而形成的普通的结晶过程。晶态的镀层是由放电后的离子按照一定的晶体结构规律顺序排列而成的一种有序结构。用以形成晶体点阵的是单个的放电离子,而离子放电之前在溶液中带有一定的规整的电荷。电荷在电极界面上通过电子交换而被外加电流所中和。所以中和所需的电量取决于离子放电时粒子的数量和所带的电荷量
行业排行
热门文章