电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 化学除油 - 第1页
化学除油温度过高不利于能源的利用
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1186次
化学除油温度过高不利于能源的利用化学除油溶液的温度多高为适宜呢?笔者的意见是不宜过高,以70-80度较为合适。这个温度完全可以满足化学除油要求,当温度更高时虽然能提高皂化产物的溶解性,增加皂化、乳化反应速度,加快溶液的循环,降低油性物质的黏度,加强除油溶液对流等,但温度过高时能源消耗会大大增加,溶液蒸发加快,不利于室内环境和安全操作。某厂根据笔者建议,化学除油溶液由沸腾温度改为70-80度之后,不仅质量未受到影响,能源消耗还可节省1/4.为进一步节省能源消耗,笔者还建议改用略高于室温的常温除油工艺,今尚在试用中。
以单一的洗刷代替化学除油的做法不妥
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1101次
以单一的洗刷代替化学除油的做法不妥某单位为求方便,采取单一的洗刷代替化学除油,由于洗刷不可能把工件的角落、孔眼、狭缝等处的油污彻底洗刷干净,结果镀出工件表面部位尚可,而洗刷不到的地方由于污物仍存在,不仅无法镀上金属,还会污染溶液,结果必须进行返修。
螺孔内污物影响螺孔外镀层的结合强度
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1215次
螺孔内污物影响螺孔外镀层的结合强度这一现象有如下三种可能原因。螺孔内有油污。电镀时油污溶解扩散出来,在螺孔周围(特别是螺孔上方)形成一条下宽上尖的亮色镀层,镀层不但薄且结合力极差,有时稍受外力影响即脱落。镀前螺孔内见有油污时可用棉签蘸汽油擦一遍,油污被溶解后即能擦去。螺孔内有抛光膏。抛光膏较顽固,较难洗刷去。最好在化学去油之前用小刀抠挖去,否则不但影响产品质量,还会严重污染溶液。盲孔内留有前道工序中进入的溶液未能冲洗干净,有必要时可用医用注射器吸除,也可用力甩去。
化学除油之前未进行表面检查影响除油效果
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1176次
化学除油之前未进行表面检查影响除油效果化学除油工艺具有良好的除油效果,既能使矿物油脂得到乳化,又能使动物油、植物油脂得到皂化。但由于工艺条件等因素的限制,对某些工件表面附有过多的黄油、涂料乃至胶质等物质的清除则是无能为力的,故化学除油之前对工件需经过一翻检查,遇有上述污物时先要用机械方法或有机溶剂除去,这一工序不可疏忽。某单位就是轻视了这一工艺过程,结果工件反复多次返修,不但造成能源上的浪费,也影响了工作进程。
化学除油溶液中氢氧化钠浓度过高影响镀层质量
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1161次
某厂在配制化学除油溶液时,由于浇铸的氢氧化钠不易打碎,就将整大块的氢氧化钠装在蛇皮袋内,悬挂在除油槽中,原想溶解一部分后取出来。结果由于溶解时放热,溶解速度越来越快,待欲取出时,氢氧化钠早已溶完。据计算,溶液中氢氧化钠的浓度达到150g/L,致使除油后的工件表面出现膜层,影响了镀层质量。经试验,将此工件在酸中漂洗效果也并不好,虽可用鬃刷蘸炉灰擦刷,但又不可能把角落都刷到。将溶液充分稀释至工艺配方范围之后,问题得到了解决。可见,除油溶液中氢氧化钠浓度并不是越高越好。
化学除油溶液中水玻璃含量过高影响镀锌层结合强度
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1247次
某次发现镀锌层结合强度差。当时从镀锌溶液是否会被氧化性物质所污染,其配方组成是否在工艺规范之内(锌酸盐镀锌溶液中锌含量超标即会影响镀层的结合力),工件表面的前处理是否彻底等方面去探究,结果一一被排除,最后决定从源头找原因,检查化学除油溶液中是否埋有隐患。问到化学除油溶液中最近是否添加过材料,回答是经常添加材料,前几天还加过不少水玻璃。这是极好的线索,化学除油溶液中水玻璃浓度过高时,残留在工件表面的水玻璃必然也随之增加,水玻璃若在清洗中未能洗尽,则遇到酸时即会产生不溶性硅胶,从而影响镀层的结合强度。根据所获线索和可能引起的故障,把经过化学除油的工件进行强冷、热水冲洗之后,镀层质量有了很大改善,后又把化学除油溶液进行1:1的稀释,这一故障终于得到解决。
电镀工件电解和化学除油
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1605次
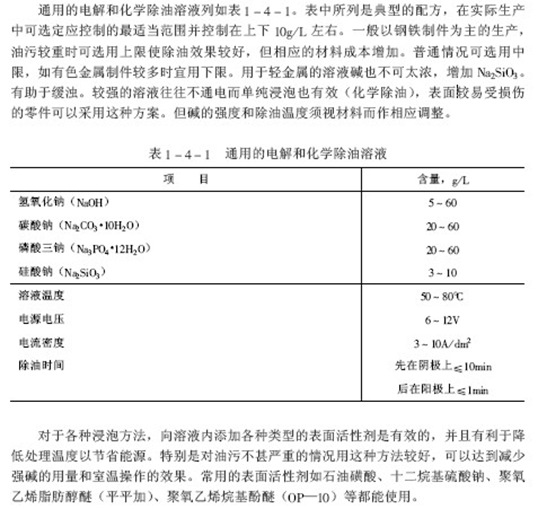
电解和化学除油利用零件作为阴极时析出的氢来搅动溶液、剥离油污并促进乳化及皂化过程,比单纯浸泡要有效很多。因此电解除油方法被广泛用于镀件镀前的最终清洁。电解除油溶液用强碱作为主要组分,加入助剂水玻璃(硅酸钠),也可适当加一些表面活性剂,但不一定十分必要。过多的泡沫件表面活性利往往有害,因为形成的氢氧混合泡沫当遇到导电杆等进发的火花时易于爆溅。
行业排行
热门文章