电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 氧化 - 第1页
其他类型氧化处理工艺
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1260次
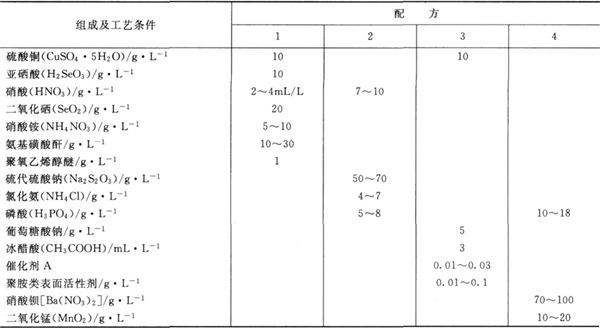
常温氯化工艺规范注:配方l为常温氧化,节能、效率高、成本低。可形成黑色氧化膜,磷酸、羟基羧酸盐及有机酸的加入可提高溶液的稳定性和膜层的结合力及外观质量配方2又称为“冷氧化”,可得到美观的、防护性较好的深黑色的氧化膜,但溶液不够稳定,不易维护配方3不含硒盐,对环保有利,且溶液成本下降;配方4无碱氧化,可获得致密、防护性能好的深黑(深灰或红)色的无光泽或微亮的氧化膜。
钢铁氧化高温型氧化处理工艺
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1779次
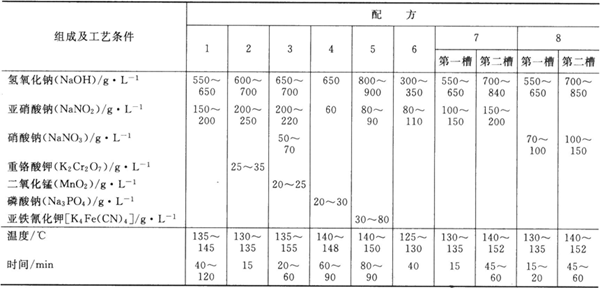
钢铁零件的高温氧化处理工艺流程为:零件脱脂→热水洗→冷水洗→酸洗→冷水洗两次→氧化处理→回收→温水洗→冷水洗→浸肥皂水或重铬酸钾溶液填充→干燥→浸油。(1)高温型氧化工艺规范及影响因素钢铁高温氧化处理工艺规范注:配方l为通用的氧化溶液,氧化膜美观光亮;配方2氧化速度快,氧化膜光亮度稍差;配方3氧化速度快,膜较厚;配方4中加入磷酸钠,当溶液铁含量最多时,可提高发蓝膜性能;配方5所得氧化膜外观色泽好,发蓝时要求较低温度下开始,较高温度终止,溶蒸发和浓缩快,温度波动范围大,且成本较高;配方6试验优化所得,配方简单;配方7可获得保护性能较好的蓝黑色光亮氧化膜;配方8可获得较厚的黑色氧化膜;单槽氧化只能获得较薄和保护性
钢铁氧化氧化膜成膜机理
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1534次

用化学、电化学或热加工等方法,在黑色金属上制取一层人工氧化膜的过程,称为钢件的氧化处理,又称发蓝。氧化处理后零件表面能形成一层保护性的氧化膜,膜的厚度约为0.6~1.5μm,其抗蚀能力较低,氧化处理后需经肥皂或重铬酸钾溶液处理,或进行涂油处理以提高氧化膜的耐蚀性和润滑性能。由于钢件的氧化膜色泽美观、弹性好、膜层薄等,常用于机械、精密仪器、仪表、武器和日用品的防护~装饰。由于氧化处理是在碱性溶液中进行的,各种钢零件氧化后没有氢脆产生,所以像弹簧钢、钢丝及薄钢片零件也常用氧化处理。工业上钢铁的化学氧化处理常采用高温型和常温型两种工艺。氧化膜成膜机理下面以高温型为例介绍氧化膜形成机理。高温型钢铁氧化是将零件置于含有氢氧化钠和氧化剂(硝酸钠或亚硝酸钠)的溶液中,在接近沸点的温
铝合金氧化与着色
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1381次
铝是银白色金属,相对原子质量26.98,密度2.7g/cm3,熔点659.8°C,标准电极电位一1.66V,纯铝的强度低,若加入适量的其他元素,如铜、镁、锌和硅等制成各种铝合金,强度大大提高,并赋予了一系列优良的性能,如较高的机械强度,优良的导热性及导电性,无磁性,密度小,腐蚀产物无毒等,因此在飞机、汽车、电器、仪表、日用品等方面,·获得广泛的应用。铝是一种两性金属,化学性质活泼,能在空气中形成一层氧化膜,但膜薄、孔隙大、不连续且机械强度较低,不能满足使用要求。用化学或电化学方法,可在铝及铝合金的表面获得几十到几百微米的氧化膜,大大提高零件的抗腐蚀能力,增强耐磨性,提高绝缘性,美化外观,并可作为涂装的底层使用。
钛及钛合金的电化学氧化(阳极氧化)处理
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1968次
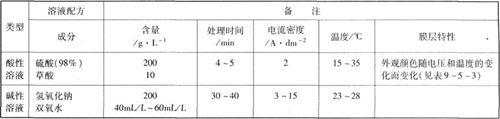
钛及钛合金可以在酸性或碱性溶液中,用电化学方法氧化,获得抗蚀性能极高的膜层。阳极氧化膜也可用于高温成形加工,膜层具有良好的耐磨性。还可根据钛合金氧化工艺参数的调整,得到不同颜色的氧化膜外观,其化学稳定性也较好,有较高的装饰及实用价值。(一)钛及钛合金电化学氧化工艺规范 (二)溶液的配制(1)酸性溶液。在槽中放入总体积1/3的去离子水,然后将硫酸加入槽中。再将草酸溶解后加入槽中,稀至总体积搅匀即可试用。(2)碱性溶液的配制。先将氢氧化钠溶解后,待溶液冷却到室温后再将计算量的双氧水加入槽中。稀至总体积搅匀即可试用。(三)阳极氧化电压与颜色的关系阳极氧化电压与颜色的关系(四)钛及钛合金着色由钛及钛合金阳极氧化着黑色的工艺规范见表
钛及钛合金的化学氧化处理
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1686次
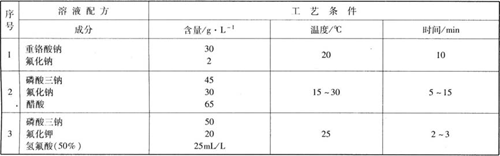
钛及钛合金可在铬酸盐或氟化物等溶液中获得化学氧化膜。根据零件的材料、使用要求选择其氧化方法。(一)钛及钛合金化学氧化工艺规范(二)溶液的配制和调整(1)溶液的配制。在槽中注入总体积l/3的去离子水,分别加入计算量的化学药品,加温或室温下搅拌至完全溶解,然后稀至总体积搅匀,分析调试合格后投产。(2)溶液调整。溶液中氢氟酸、醋酸、铬酸盐等是主要消耗材料。氢氟酸和醋酸消耗较为明显。要根据化学分析的结果和溶液的氧化能力,适时补加药品。(三)镕液成分和工艺参数的影响(1)铬酸盐、磷酸盐。是形成膜的主要成分。含量过少,形成膜的速度慢,膜层薄;含量过高,导致成膜速度减慢。(2)氟化物。主要起表面活化作用,促进膜的生成。(3)醋酸。主要起调节酸度的
钛及钛合金化学转化膜处理
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1314次
钛及钛合金具有许多优良的特性,密度小,它是重要的工业、国防、航空材料。然而钛及钛合金化学活性高,在空气中生成一层极薄的致密的氧化保护膜,表现出极强的抗蚀性。表面光滑的钛对硝酸具有很好的稳定性,这是由于硝酸能快速在钛表面生成一层牢固的氧化膜,但是表面粗糙,特别是海绵钛或粉末钛,可与次、热稀硝酸发生反应,高于70℃的浓硝酸也可与钛发生反应;常温下,钛不与王水反应。温度高时,钛可与王水反应生成TiCl2。钛及钛合金表面防护有化学氧化和电化学氧化两种方法。钛及钛合金表面有一层天然的氧化膜,结构极致密,当在其表面涂有机涂层时,这层氧化膜会导致涂层与基体的结合力很差,因此常采用钛合金的化学氧化或磷化来达到提高结合力的目的。同时钛合金的磷化也常用于塑性加工。经电化学氧化的钛合金件其抗蚀性能将
镁合金的电化学氧化(阳极氧化)处理
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1764次
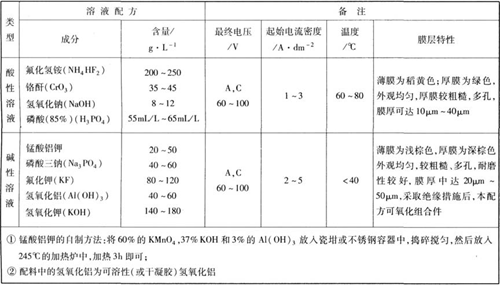
镁合金可以在酸性或碱性溶液中,用电化学方法氧化(也称阳极氧化),获得较厚的膜层。阳极氧化膜本身具有一定的耐蚀性,有些厚膜还具有良好的耐磨性。此外,膜层表面较化学氧化粗糙、多孔,可作为油漆等涂料的底层。(一)镁合金电化学氧化工艺规范(二)溶液的配制(1)酸陛溶液。在槽中放入总体积1/3的去离子水,然后将氟化氢铵和磷酸加入槽中。再将铬酐和氢氧化钠分别溶解后加入槽中,稀至总体积搅匀即可试用。(2)碱性溶液的配制。先将自制的锰酸铝钾溶解在先配好的5%的KOH溶液中(注意不可用NaOH代替,更不可直接溶于水中),得到的绿色溶液中每100g含Mn0224g~26g。量取计算量的锰酸铝钾碱性溶液倒入槽中,将计算量的KOH加入槽中溶解。另把两倍于Al(OH)3,用量的KOH溶液
镁合金的化学氧化处理
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1682次
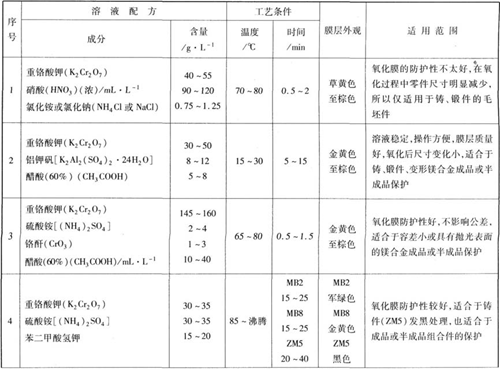
镁合金可在铬酸盐或氟化物等溶液中获得化学氧化膜。根据零件的材料、使用要求选择其氧化方法。镁合金化学氧化工艺规范(二)溶液的配制和调整(1)溶液的配制。在槽中注入总体积l/3的去离子水,分别加入计算量的化学药品,加温或室温下搅拌至完全溶解,然后稀至总体积搅匀,分析调试合格后投产。(2)溶液调整。溶液中硝酸、醋酸、重铬酸盐等是主要消耗材料。硝酸和醋酸消耗更为明显。要根据化学分析的结果和溶液的氧化能力,适时补加药品。(三)溶液成分和工艺参数的影响(1)重铬酸盐。是形成膜的主要成分。含量过少,形成膜的速度慢,膜层薄;含量过高,导致成膜速度减慢。(2)氟化物。是成膜主盐。含量过高时膜厚而疏松,含量低时形成的膜薄,而且易产生腐蚀点。(3)
镁合金的氧化处理
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1487次
镁合金具有密度小,比强度高等特点,它是重要的航空和宇航结构材料之一。然而镁合金化学活性高,在空气中生成碱式碳酸盐膜(腐蚀产物),所以镁合金作结构材料用时,必须采取可靠的防护措施。镁合金表面防护有化学氧化和电化学氧化两种方法。化学氧化可获得0.5μm~3μm的薄膜层;电化学氧化可获得l0斗m~401山m的厚膜层。由于化学氧化膜薄而软,电化学氧化膜质脆而多孔,故镁合金氧化除作装饰和中间工序防护外,很少单独使用。为提高镁合金的耐蚀性,一般在氧化之后都要进行喷涂油漆、树脂及塑料等有机膜。经电化学氧化并加涂层者抗蚀能力高。
行业排行
热门文章