电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 油漆技术手册 - 第5页
无气喷涂:喷嘴口径
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 2238次

识别喷嘴口径无气喷涂中,常见的喷嘴口径,如GRACO,标识517或521的意为:数字5乘以10,5×10=50,即为喷涂角度50°,其喷嘴大小为0.017”或0.021”。同时,5×2即得到在标准喷距12”(30cm)时的喷幅宽度,即10”(25cm)。长江牌喷嘴类型喷嘴口径的磨损喷嘴在喷涂一定量(120公升)涂料后,就会有一定程序的磨损。就会磨损,特别是含有重质颜料的涂料,如锌粉、云母氧化铁等。通常在喷涂500-1000公升后,喷嘴就会严重磨损。当枪嘴磨损后,枪嘴会变得大而圆,这就使得喷出涂料的扇形面变小。在扇形面变小25%时,就是需要更换枪嘴的时候了。
无气喷涂:压力损耗
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1324次
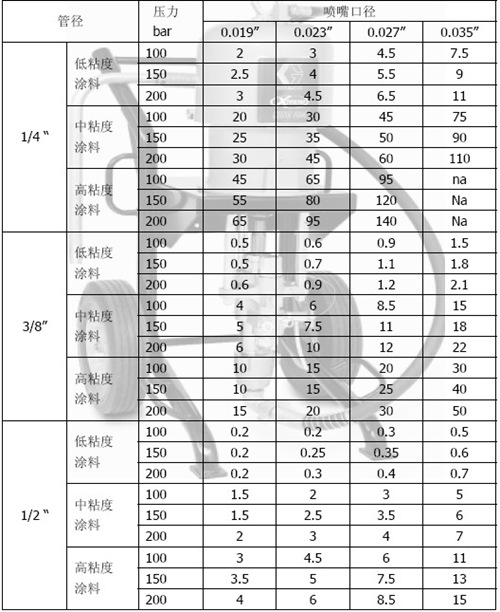
高压无气喷涂中,喷漆软管中压力的损耗取决于涂料的流动速率,流动越快损耗越大,下表为每10m喷漆软管的压力损耗(单位:bar)参考数据。低粘度涂料:车间底漆中粘度涂料:醇酸树脂涂料、水性丙烯酸涂料以及面漆等高粘度涂料:大多数的厚浆型涂料、高固体份涂料和无溶剂涂料另有一种简易计算方法,高粘度涂料的压降如下:在垂直方向上,每0.3m喷漆管其压力下降0.035kg/cm2(0.5psi)。
高压无气喷涂:喷漆泵
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1613次
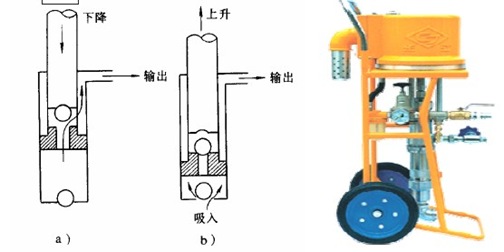
高压无气喷涂不需要借助空气雾化涂料,而是给涂料直接施加高压,使涂料在喷出时雾化的施工方法。高压无气喷涂设备由动力、高压泵、蓄压过滤器、输漆管和喷枪等组成。动力通常有压缩空气、电源和油压三种。压缩空气是最常用的动力源,因为它比较简单安全。采用电源和油压的动力方式,在有些情况下比较方便灵活。气动泵是最为常见的形式。它以压缩空气为动力,压力通常为0.3-0.7Mpa,通过减压阀调节压缩空气压力以控制涂料的压力。涂料的压力可以达到输入压力的的几十倍,这就是我们所说的压力比,比如说45:1,65:1等。决定压力比的主要依据是柱塞的面积与加压活塞面积之比值。复动型高压泵的工作原理如下图。它的柱塞向上或向下运动时都能输出涂料,供给喷枪喷涂。泵的上部气压驱动加压活塞,使其推动泵下部的柱塞,给
磨料的检测
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1462次
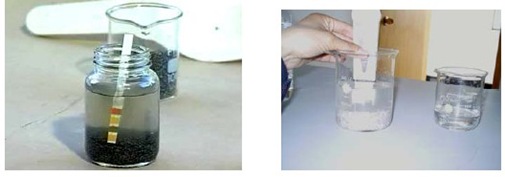
磨料的检测1.油污检测通常在400ml的试瓶中,磨料和水一起搅拌,在水静止后,可以很容易地看到表面的污油或其乳状漂浮在水面。另一个方法是将10cm3的磨料加入10cm3二氯甲烷(methylenechloride)摇动5分钟,滴5滴溶剂在干净玻璃试片上,等溶剂完全挥发后,把玻璃试片置于完全黑暗的紫外线下面,如果有蓝色的莹光,该批磨料不合格。2.pH值测试100克磨料捣碎后,取50克,加200ml蒸馏水,充分混合均匀。最好使用误差在±0.01的电子pH测试仪,混合液的pH不能低于6.2。石蕊试纸和pH试纸可指示化学盐类的存在,当其溶解于水中,形成了酸性或碱性溶液。(注意:石蕊试纸或pH试纸不能检测氯化物的存在)。如果红
常用的喷射清理用磨料
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1361次
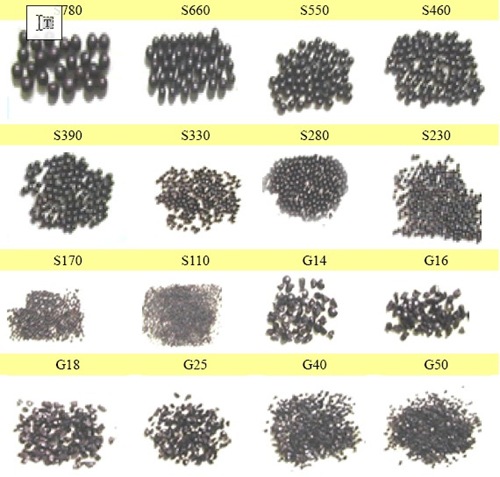
常用的喷射清理用磨料:喷射清理用磨料使用范围很广,从碎胡桃木壳,玻璃和矿渣,到各种金属丸和金属砂,甚至还有陶瓷砂,但常用于涂装表面处理的只是几种有限的类型:石英砂铜矿渣钢砂钢丸刚玉(氧化铝)石英砂尖锐的石英砂是一种廉价而有效的磨料,被认为是用于工业施工方面最经济的磨料,很多国家都在使用。石英砂是最早也是最常用的喷射用磨料,所以“喷砂”成为了通用的术语。由于石英砂中含有的硅对健康有害,已经逐渐不再使用。暴露于喷砂清理过程所产生的有害程度的游离硅灰尘中,工人会引起矽肺。工作的人员,都要穿戴保护服,护目镜及呼吸设备。露天“现场工作”可偶尔允许使用石英砂,但必须仔细保护操作者和其他人员,免受灰尘影响。铜矿渣铜矿渣是铜
表面粗糙度的评估
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1447次

ISO8503-2Methodforthegradingofsurfaceprofileofabrasiveblast-cleanedsteel-Comparatorprocedure磨料喷射清理钢材表面轮廓的评级方法--样板比较程序ISO8503-3MethodforthecalibrationofISOsurfaceprofilecomparatorsandforthedeterminationofsurfaceprofile-Focusingmicroscopeprocedure表面轮廓的ISO表面轮廓比较样板的校正和评估—聚焦显微镜程序ISO8503-4Meth
表面粗糙度样板
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1871次
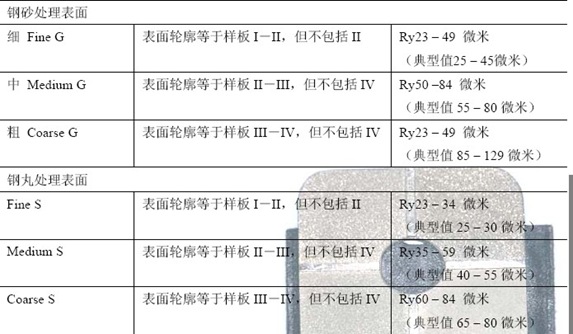
粗糙度样板ISO8503-1RugotestNo.3KeantatorISO8503-1粗糙度样板分为钢砂和钢丸喷射处理两种。每一种粗糙度样板分为四块I–IV。RugotestNo.3表示粗糙度的是Ra值。RugotestNo.3使用“B”来表示有棱角钢砂喷射处理的表面,使用“A”来表示钢丸处理后的表面。用N9-N11带“a”表示使用了较粗的磨料,带“b”表示使用了较细小的磨料。比如说,RugotestNo.3BN9b表示“钢板表面使用了较细的棱角砂喷射处理,表面粗糙度为6.3微米(0.25)mil。
表面粗糙度的概念
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1315次
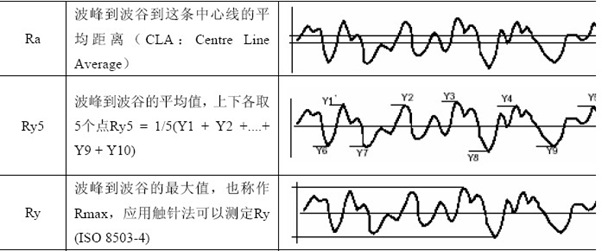
表面粗糙度的概念注:通常使用的是Ry5(有时用Rz)来描述表面粗糙度,Ry5或Rz和Ra的关系是“Ry5=4~6×Ra”
喷砂机不同喷嘴所需空气量
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1558次
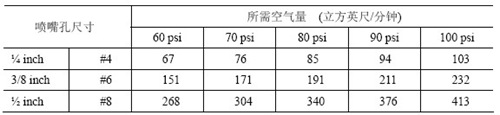
不同喷嘴所需空气量喷砂速度则直接与所用喷嘴的大小有关。空气消耗量也是如此。因此,所能用的喷嘴的最大尺寸必须取决于压缩机送入量的多少。下表为不同大小的喷嘴所需的空气量。喷嘴的内部光洁度也是一个重要的因素。文丘里喷嘴通常比以前所用的直线型双孔喷嘴更受欢迎,因其寿命较长,空气消耗量小而金属砂速度快,致使喷砂效率大大提高。直线型喷嘴出口处磨料的速度大约为217英里/小时(349公里/小时或315英尺/秒)。除此之外,其磨料喷束图形大,呈中央密旁边稀的形状。1954年出现了文丘里喷嘴,这种喷嘴入口处较大,然后逐渐在中间变成短直线段,最后在出口处张开。文丘里喷嘴的磨料速度可达450英里/小时(724公里/小时,660英尺/秒)并且对整个表面的冲击几乎完全相同。
表面处理:喷砂机喷嘴衬里材料
发布 : 涂装助手 | 分类 : 前处理工艺 前处理设备 | 评论 : 0人 | 浏览 : 1320次
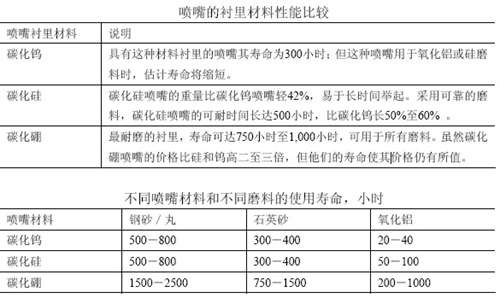
喷嘴衬里材料这里所说的喷嘴衬里材料是指与磨料接触的区域。该材料必须坚固耐用,能抵抗不可避免的摩擦。使用一般铸铁喷嘴由于其迅速磨大可能会带来麻烦。使用特殊耐磨合金,碳化钨或陶瓷制成的喷嘴,可使喷砂处理效率更高。虽然最初费用较高,但在实际使用中,这些喷嘴更为经济。
行业排行
热门文章