电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 热喷涂 - 第6页
燃气火焰喷涂
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1285次
燃气火焰喷涂是喷涂材料在氧燃气焰中被加热,然后以雾化状喷向经预处理的基体表面的喷涂方法。初始喷涂材料可呈粉末状、棒状、芯丝状或线状,可以只利用氧燃气射流,也可以同时使用附加的雾化气体,例如压缩空气,将被加热的材料喷向基体。
热喷涂的热能来源-等离子弧
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1400次
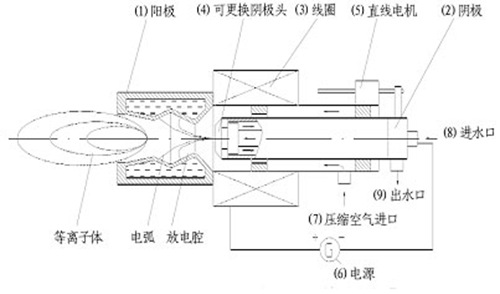
1等离子体等离子体是指气体部分或全部电离,形成正、负离子数量相等而整体呈中性的导电体,是继固态、液态、气态之后的物质第四态。作为物质的一种独立形态,它具有以下基本特点:(1)导电性由于气体原子被电离成正离子和负离子,气体中充满带电粒子,等离子体具有很强的导电性。(2)电中性虽然等离子体内部具有很多荷电粒子,但粒子所带的正电荷数与负电荷数量相等,整体而言是电中性体。(3)与磁场可作用性由于等离子体是由荷电粒子组成的导电体,因此可用磁场控制它的位置、形状和运动。如电弧的旋转、电弧的稳定等。电弧等离子发生器示意图2等离子弧用于喷涂的等离子电弧(简称等离子弧)一般都是利用等离子弧发生器产生的压缩电弧。
热喷涂的热能来源-电弧
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1362次
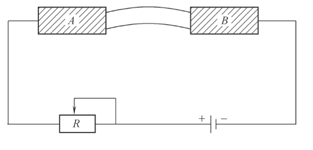
电弧原理在两电极之间的气体介质中,强烈而持久的放电现象称为电弧。电弧放电时,整个弧区产生强烈的光和热。,将A、B两块金属接触短路便迅速拉开,在两电极之间就产生了电弧。接电源正极的电极称为阳极,接负极的称为阴极,阴阳极之间的电弧部分称为弧柱。一般,可以把电弧划分为三个区,即阴极压降区、弧柱区和阳极压降区,。电弧电压和电弧电流的关系称为电弧特性。当弧长保持一定,调节回路电阻,改变电弧电流的大小,电弧电压几乎恒定,。当电弧电流保持不变,改变弧长,则电弧电压随弧长增大而增大。电弧产生原理 弧区划分示意图 电弧电压特性a)弧长一定b)电流一定L1—弧长1L2—弧长2喷涂用电弧电弧的高温高热足以使
热喷涂的热能来源-燃烧火焰
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1406次

1燃烧原理将燃料气体或液体与助燃气体按一定比例混合燃烧而产生热量。常用的燃料气体或液体有:乙炔、丙烷、丙烯、天然气、煤油等。由于乙炔和氧气燃烧可产生较高的燃烧温度和火焰速度,因此在火焰喷涂方法中氧乙炔火焰最为常用,几种气体的燃烧温度2火焰的形貌特点火焰由焰芯、内焰、外焰三部分组成。通过控制燃料气体与氧气的流量和比例,可改变燃烧火焰的性质和功率。火焰的性质分为中性焰、还原焰(碳化焰)和氧化焰三种。(1)中性焰中性焰是氧气乙炔完全燃烧的状态。焰芯呈蓝白色圆锥形,有明显的轮廓。焰芯外面是淡白色的内焰。外焰由内到外的颜色从淡蓝逐渐变为橙黄。(2)还原焰(碳化焰)碳化焰是乙炔与氧气的比例相对偏大的燃烧状态。焰芯
热喷涂技术工艺方法分类
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1513次
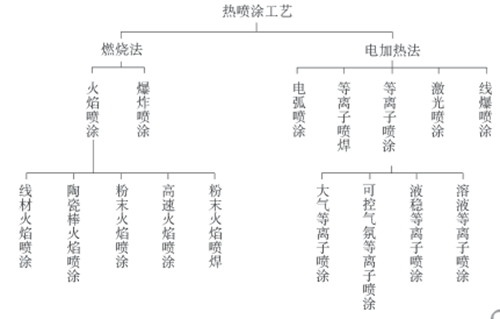
热喷涂技术根据所使用热源的不同,主要分为燃烧法和电加热法两大类;再依据使用的涂层材料形状、喷涂操作的气氛环境等特点,可进一步细分为具体的工艺方法,热喷涂技术工艺方法分类
热喷涂技术发展的主要方向
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1369次
热喷涂技术经过近一个世纪的发展,从简单的工艺技术发展成为完整的工业体系,已成为先进制造技术的重要组成部分。在成长和发展过程中,由于专业和学科间的不断渗透、交叉、融合,技术日趋系统化、集成化,即发展成为集机械学、材料科学、热动力科学、高新技术和生物工程等专业为一体的新兴交叉学科,在制造业领域成为完整的工业体系。热喷涂技术的核心是优质、高效、低消耗的表面改性,达到赋予基体材料表面特殊功能的目的。技术的发展主要是新技术的发现、材料的创新、涂层质量控制软件体系、涂层制备基础理论研究和检测技术等诸方面。1)近年来,随热喷涂技术的发展,新的工艺技术和新的应用领域不断地涌现。涂层质量很大程度上依赖于喷射熔滴的速度,提高热喷涂射流和喷涂粒子的速度已成为当前国际热喷涂技术发展的新趋势,相继出现了爆炸喷涂
热喷涂技术发展背景
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1609次
腐蚀和磨损是造成材料和零部件失效的主要原因。据有关资料报介绍,发达国家每年由腐蚀和磨损所造成的经济损失约占国民经济总产值的4%~5%,而全世界每年生产的钢材约有1/10变成铁锈。我国每年由腐蚀和磨损所造成的经济损失已达数千亿元人民币。材料是人类文明发展的物资基础,也是人类文明发展的重要标尺。现代工程对材料性能的要求往往是多重性的,有时甚至是矛盾的。许多工程结构部件,既要求很高的强韧性,同时要求具有很高的表面硬度和耐磨性(材料的强韧性和表面硬度是相矛盾的);既要求很高的高温强度,又要求具有良好的隔热性。飞机发动机燃烧室内壁要求材料具有良好的隔热性,外壁又要求良好的散热性,对工程材料的双重性要求越来越重要。这些材料的特殊性能要求往往是发生在材料工作的表面。表面工程技术领域最关键技术之一———喷
氧-乙炔火焰重熔涂层和工艺特点
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1313次
氧-乙炔火焰重熔涂层和工艺特点(1)涂层特点喷焊层的组织结构完全不同于喷涂层,由非均质的组织结构转变为焊态均质的合金组织,有树枝状结晶。(2)工艺特点设备简单,投资少,便于推广应用;操作简单,容易掌握。喷焊层厚度范围宽,适应面广;工件受热温度高,容易变形;喷焊的材料仅局限为自熔性合金。
热喷涂涂层残余应力
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1421次
由于涂层材料和基体材料之间组织结构的不同和物理性能的差异,涂层中会留下残余应力。涂层残余应力主要有组织应力和热应力。组织应力是由于涂层材料与基体材料组织结构的不同,或经热喷涂工艺处理后,涂层材料产生组织转变,使涂层体积发生变化而导致涂层中存在组织应力。热应力在涂层形成过程中,当熔融态颗粒撞击基体材料表面,在产生变形的同时急速冷却而凝固,粒子凝固过程中体积收缩而产生微观收缩应力,此应力积聚造成涂层整体的残余应力。涂层中的残余应力是由喷涂工艺方法、喷涂条件、涂层材料与基体材料之间物理性能差异造成的。涂层中的残余应力是热喷涂涂层最典型的特点之一,大多数残余应力是以拉应力存在。残余拉应力影响涂层的使用性能,限制了涂层厚度。工艺上采取很多措施是为了消除和减少残余应力。
热喷涂涂层结构
发布 : 涂装助手 | 分类 : 喷涂技术工艺 喷涂设备 | 评论 : 0人 | 浏览 : 1528次
涂层结构与被喷涂材料的组织结构有明显的差异。这是由于工艺方法的不同而引起的。从热喷涂涂层形成的原理可知,涂层结构是由无数变形扁平的粒子相互交错呈波浪式堆积而成的层状结构。这是由于喷涂过程中,溶化或半溶化状态粒子与喷涂工作气体及周围环境气氛进行化学反应,使得喷涂材料经喷涂后会出现表面氧化物。同时,变形扁平粒子的相互叠加产生搭桥效应,不可避免地在涂层中出现小部分孔隙。因此涂层的典型结构是由变形扁平微细的涂层材料堆积而成的层状结构,且中间夹带着部分气孔和氧化物。气孔和氧化物的多寡决定于喷涂工艺方法和喷涂工艺参数。在热喷涂工艺方法中,高能高速等离子喷涂、低压和可控气氛等离子喷涂、高速火焰喷涂、冷气动力喷涂等方法,可有效地控制减少和消除氧化物夹杂、气孔的产生,改善涂层结构和性能。涂层的结合包含涂
行业排行
热门文章