电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 电镀槽 - 第2页
电镀槽液的槽外循环加热方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1562次
槽外循环加热的槽体内没有加热装置,它是用循环泵将槽液送到槽外的热交换器内,利用蒸汽连续加热,可以使槽液维持在一定的温度范围内,这种加热方式可以使槽体内溶液温度比采用蛇形管或水套加热时更为均匀;由于热交换器在槽外,换热面积可以根据需要选择合适的规格,不受槽体尺寸限制。这种加热方式多用于大型槽体的加热或同时对多个槽子进行均匀的加热。采用氟塑料热交换器加热槽液,能适应各种性质的电镀加工环境。由于它独特的化学稳定性和不结水垢等一系列优点,使它在许多工作条件下成为金属热交换器的优良替代品。我国制造的第一个氟塑料热交换器于20世纪80年代诞生在湖南长沙,现已发展到有许多厂家生产,如长沙市的华成镀业有限公司、宏达换热设备有限公司和华中热交换器厂等都有各种类型和规格的产品销售。氟塑料热交换器多做成
槽液的蒸汽加热方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1683次
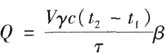
电镀车问蒸汽压力常用0.2MPa~0.3MPa。加热的主要形式有蒸汽加热管加热及水套加热两种;蒸汽加热管加热又可用排管加热和用蛇形管加热。蒸汽加热排管设有水封,凝结水易排出,加热效率较高。对于铅合金及钛加热管,最好是用蛇形管的结构形式,以减少焊缝。当用铅锑合金蛇形管加热时,蒸汽压力不应超过0.25MPa。蒸汽加热排管1.蒸汽消耗量的计算蒸汽消耗量按下式计算蒸汽加热蛇形管式中:G为蒸汽消耗量(kg/h);Q为溶液升温或热水槽工作时所需的热量(kJ/h);r为蒸汽的潜热:当蒸汽压力P=0.3MPa时,r=2164kJ/kg;当蒸汽压力P=0.2MPa时,r=2135kJ/kg。2.蒸汽加热管的计算蒸汽加热管所需传热面积按下式计算
电镀槽液加热量计数方法
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1260次
建设在有集中供热设施的大中城市工业区或电镀工业园区的工厂,镀槽溶液加热通常是用蒸汽,分散建设的规模较小的工厂或小镀槽采用蒸汽不便时,可用电加热。燃油和燃气加热方式一般有两种使用情况:一种是采用小型燃油和燃气锅炉,为镀槽提供蒸汽加热;另一种是直接用燃烧器对槽底加热或利用燃烧产生的热风加热和烘干工件,在供电不正常的地带多用作干燥室的热源。燃油和燃气的燃烧器在市场销售的商品品牌很多,使用较多的主要还是国外进口的产品,各电镀设备厂商都是将燃烧器与干燥设备装配完好后出厂。一、加热溶液所需的热量加热溶液所需的热量,应能满足在预定的升温时间内将溶液从室温升到工作温度,中小型(3000L以下)槽子,升温时间可取1h~3.5h,小槽可取小值。加热溶液所需的热量分为两种情况:一种是从室温升到工作温
常用电镀槽体尺寸
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1492次
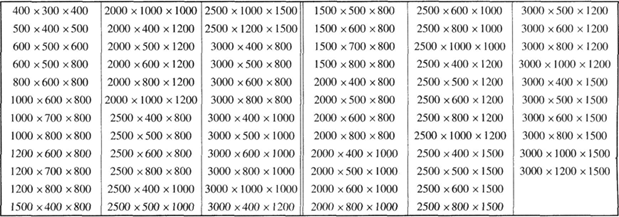
实际应用的电镀槽体规格相当繁多,现将常用的一些槽体规格列于下表以作参考常用槽体尺寸,长/mm×宽/mm×高/mm
阴极移动电镀槽
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1758次
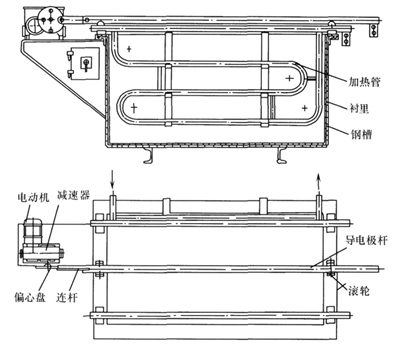
阴极移动电镀槽由钢槽衬软聚氯乙烯塑料的槽体、导电装置、蒸汽加热管及阴极移动装置等组成。槽体也可用钢架衬硬聚氯乙烯塑料制造,槽体结构的选择取决于电镀槽液的性质和温度等因素。阴极移动电镀槽阴极移动装置由电动机、减速器、偏心盘、连杆及极杆支承滚轮组成。连杆和支承滚轮用绝缘塑料制成,当采用金属支承滚轮时,必须与钢槽壳体绝缘。阴极杆的导电是由软电缆与直流汇流排或整流器相连接来实现。
电镀线热酸性镀槽
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1109次
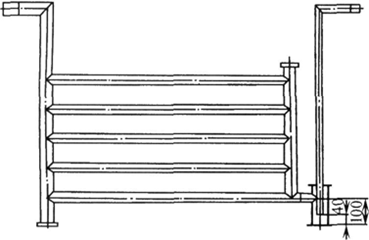
热酸性镀槽由槽体、导电装置及加热管组成常温酸性镀槽热酸性镀槽热酸性镀槽与热酸浸蚀槽一样,设计制造时应按溶液成分和工作温度选用耐腐蚀材料。如硫酸盐镀铜槽可用硬聚氯乙烯塑料槽或钢槽衬软聚氯乙烯塑料,用铅锑合金管加热。热酸性镀槽的加热管按溶液不同,可用铅锑合金管,不锈钢管,钛管等,对于用金属管不能承受的加热管可采用聚四氟乙烯管,其价格介于不锈钢管与钛管之间,但承受蒸汽的压力应严格控制在使用说明书规定范围内。关于聚四氟乙烯塑料管状加热器的技术规格及类型,
电镀线常温酸性镀槽
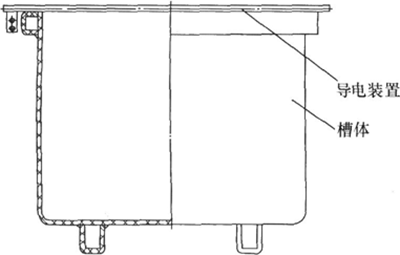
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1111次
常温酸性镀槽由槽体及导电装置组成,其结构如图l2—2—9。小型槽的槽体一般用硬聚氯乙烯塑料制造,大型镀槽则用钢槽衬软聚氯乙烯塑料或钢框架衬硬聚氯乙烯塑料。对于电镀溶液中含氯化铵等对钢铁设备腐蚀严重的成分时,镀槽一般用硬聚氯乙烯塑料制造或钢槽衬软聚氯乙烯塑料,钢槽或钢壳本身应全部表面涂耐腐蚀涂料,最好涂环氧涂料。由于氯化铵对铜表面腐蚀后产生铜绿,影响导电,因此,导电杆最好在使用前先镀一层锡,其他接触导电元件亦应镀锡。对于冬季室内温度较低的地区,室温不能满足工艺要求最低允许温度时,槽液预热可采用槽侧壁蛇形管加热或采用水套加热;夏季室内温度较高时,可采用塑料袋盛装冰块浸入溶液内降温后起镀。对于正常生产的镀槽,宜采用槽内侧壁设置冷却管的办法降温,以满足工艺要求。冷却管的材料依溶液腐蚀程度而异,
电镀槽典型结构
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1879次
镀槽是对电镀生产所用各个工序的专用槽体的总称。它包括各种前处理用槽、电镀槽、氧化槽、钝化槽和各种清洗槽等,其中电镀槽是电镀生产的主要设备。它是电镀溶液的载体,因此要求其表层与各种类型的溶液长期接触时不会腐蚀和溶解,以防产生不良影响。同时要求槽体具有足够的刚性,以承受槽体和溶液的重力和液体产生的侧压力。还要有足够的几何尺寸,以装载必要数量的工件、保持足够的阴阳极间距和安装热交换器等配件。有时还需设置保温、绝缘层,以节约能源和防止漏电,以免造成不必要的损失。对于采用电加热的镀槽槽体还应有接地装置与厂房公共接地线路可靠联接,以保障操作和维护人员的人身安全。槽体材料依槽液性质、工作温度及结构特征而异。槽体尺寸与电镀零件的外形尺寸和要求的生产能力有关。确定槽体尺寸应首先研究电镀件的吊挂情况和同时
行业排行
热门文章