电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » tuijian - 第1页
电泳涂装工艺过程
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 3377次
电泳涂装过程整个电泳涂装过程可分为四个部分:●前处理●电泳●后冲洗●烘干整个体系流程如下图所示:工件脱脂后,经过表调、磷化,使表面形成一层均匀致密的磷化膜为进入电泳槽作准备。进入槽液,在工件和对应电极间通直流电。在电场作用下,涂料粒子被吸附到工件上并在表面沉积。漆膜达到一定厚度,电泳停止。此时把工件从槽中取出,经后冲洗冲洗掉浮漆,最后送入烘箱固化。1.前处理金属工件经脱脂,酸洗除锈(若必要),表调,磷化处理为下一步电泳做准备的过程称为前处理。为了获得良好的电泳涂膜,清洗和磷化都是非常重要的环节。磷化通常采用铁系和锌系磷化液,处理工艺包括喷淋和浸渍。主要适用于钢铁底材。前处理简单步骤可表示如下(钢铁件为例):预脱脂→脱脂→水洗→除锈(如有必要)→去离子水洗→表调→磷化→去离子水洗2.
电泳涂料涂装的优点和缺点
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 2667次
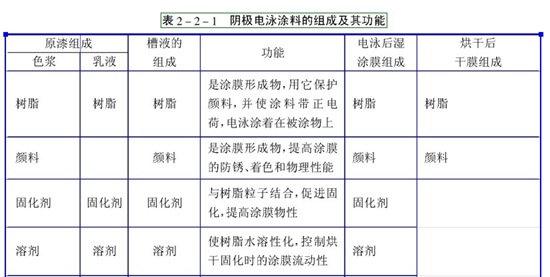
电泳涂料的特点①电泳涂料在水中能完全溶解和乳化,配制成的槽液黏度很低,与水差不多。很易浸透入浸在槽液中的车身〔被涂物〉的袋状构造部及缝隙中。 注:本表所列为双组分阴极电泳涂料,有单组分的,它们的固体分及施工性能随品种和厂家不同而变动。②电泳槽液具有高的导电性,涂料粒子能活泼泳动,而沉积到被涂物上湿涂膜的导电性小,随湿涂膜增厚其电阻增大,达到一定电阻值时,就不再电沉积上去。基于这两点,电泳涂装具有良好的泳透性,生成比较均一的涂膜。③槽液的固体含量低,黏度小,被车身带出槽外涂料少,且可用超滤(UF)装置和反渗透(RO)装置回收利用。④涂膜的附着力强,防诱力高〔20um厚的阳极电泳涂膜的耐盐雾腐蚀性300h以上,阴极电泳涂膜1000h
电泳漆在电泳槽中逗留时间的分布
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1299次
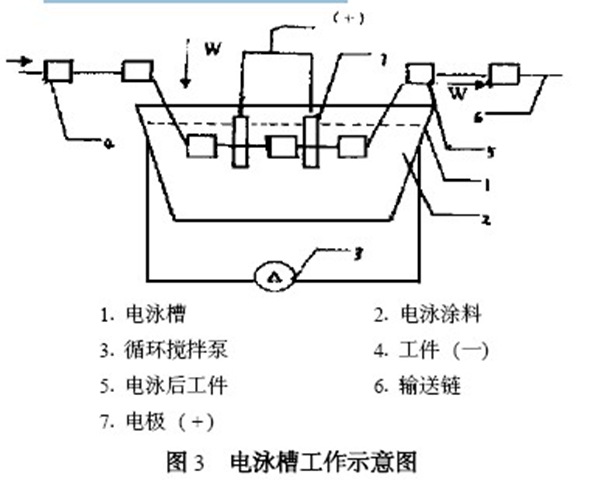
电泳涂料逗留时间的数学表达式下图为电泳槽工作示意图如图所示,工件(例如汽车车身)从图左侧不断进入电泳槽,电泳后从槽右方离走。电泳涂料在左上方加入,在图右侧随工件不断地被带出电泳槽。设电泳槽槽液的有效体积为V(升),每天加入和消耗的槽液量为W(升/天)。则可以计算出电泳涂料在电泳槽中的平均停留时间:现将一份可示踪的电泳涂料像日常添加电泳涂料一样加入到电泳槽中经过充分的混合,并假设它和槽中的电泳涂料有相同的电沉积性能,电泳到工件上的机率相同。设这份示踪涂料的加入量为M0(升),它在电泳槽中的起始浓度为C0=M0/V,随着电泳过程的进行,一部分示踪涂料在工件上沉积,而被带出电泳槽,槽中的示踪涂料数量减少,浓度降低。显然示
行业排行
热门文章