电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
电泳槽液的更新期
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1604次
电泳槽液的更新期电泳涂装在生产运行过程中,随被涂面积的大小而消耗槽中的电泳涂料,槽液的固体分下降,需及时(每班或每小时)补加,以确保槽液的固体分控制在±0.5%的范围内,当消耗(或补加)的电泳涂料的累计使用量达到初始配槽所用涂料量时称为一个更新期(turnover,简称T.0),以月/T.O表示,也可用涂装面积大的被涂物(如汽车车身)的数量来表示d实例:某阴极电泳槽的槽液容量为20t,固体分为20%。每天生产118件,每件的涂装面积为30m2,采用厚膜电泳涂装工艺,平均涂膜厚度为30um,每月工作23天,电泳涂装的材料利用率为95%,所用电泳涂料的固体分为45%,涂膜的相对密度为1.3。试计算更新期?解:设原始配槽所需的电泳涂料量为M0,则:M0=槽液容量X槽液固体
泳透力在电泳涂装工艺中的意义
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1599次
泳透力 在电泳涂装过程中使背离电极(阴极或阳极)的被涂物表面涂上漆的能力称为泳透力。它也表示电泳涂膜在膜厚分布上的均一性,故又称泳透性,是电泳涂料的重要特性之一,与电泳漆槽液的电导率和湿涂膜的比电阻的大小有关,两者越大,该漆的泳透力越高。泳透力与涂装工艺参数(泳涂时间、涂装电压、槽液固体分等)有直接关系。泳涂时间长、电压和固体分高一些,泳透力也就会适当增高。它也是确保空腔部分、缝隙间等表面涂上漆的目标值。当初开发的第一代阳(阴)极电泳涂料泳透力很低,被除物内腔和缝隙涂上漆要采用辅助电极;现在市场供应的第二、三代阴(阳)极电泳涂料基本上都具有较高的泳透力。泳透力的测定方法很多,有钢管法、间隙法和盒式法。国内常用的是“一汽钢管法”,它是在福特钢管法的基础上改进而制
库仑效率在电泳涂装中的意义
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1635次
库仑效率在电泳涂装场合,库仑效率是表示涂膜生长难易程度的目标值,有两种表示方法:耗1C电量析出涂膜的质量,以mg/C表示,故又称电效率;或沉积lg固体漆膜所需电量的库仑数,以C/g表示,如阴极电泳涂料的库仑效率应大于30mg/C,或28〜35C/g,采用NC-1320型库仑计测定。
电泳涂装中的电导率表示什么
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 2043次
电泳涂装中的电导率表示什么电导率指在1cm间距的l平方厘米极面的导电量,在电泳涂装场合的槽液、UF液、极液和所用纯水的导电难易程度用电导来表示,也有用比电阻来表示。电导率是比电阻的倒数.比电阻(Ω•cm)=10的6次方/电导率,电导率的单位为uS/cm或uΩ•cm-1。电泳漆槽液的电导率与槽液固体分、pH值和杂质离子的含量等有关,它是重要的工艺参数之一,一般应控制在一定范围内,范围的大小取决于电泳涂料的品种,槽液电导率偏低或偏高都不好,都会直接影响电泳涂装的质徽。电泳涂料的调配、极液的更换和电泳后的最终淸洗都需用纯水,一般用去离子水或蒸馏水。电泳涂装用纯水的水质般用电导率表示,水质纯度标准为10uS/cm或100000Ω-1•cm,如果水质超过25
电泳涂装场合pH值的含义
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1667次
电泳涂装场合pH值的含义电泳涂料靠碱或有机酸和漆基中的羟基或氨基,并保持一定的氢离子浓度(酸性和碱性),而获得较稳定的水溶液或乳液。电泳涂料的水溶液或乳液的氢离子浓度也是用常规的pH值来表示的。阳极电泳涂料所用中和剂是KOH、有机胺,其原漆和工作液(俗称槽液)呈碱性,其PH值一般保持在7.5〜8.5范围内。阴极电泳涂料所用中和剂是有机酸,其原漆和槽液呈酸性,其pH值保持在5.8〜6.7之间,一般控制在6.0〜6.3。有些品种的色浆或原漆未完全中和,pH值超过7.0,调配工作液时需加酸,或用pH值低于6.0的槽液(或乳液)屮和。笫一代阴极电泳涂料的pH值较低(3〜5),据资料介绍槽液的pH值低于5.8时,对设备的腐蚀严因而很快被淘汰掉了。极液和超滤(UF)液的酸
电泳涂装的工作电压、破坏电压和临界电压
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1587次
电泳涂装的工作电压、破坏电压和临界电压在电泳涂装场合,能获得规定的、外观优良的涂膜厚度,两极间接通的电压称为电泳涂装的工作电压(简称泳涂电压)。电泳涂装一般应有一定的电压范围,超出泳涂电压上限的一定值时,在沉积电极上的反应加剧,产生大量气体,使沉积电极上的涂膜炸裂,绝缘被破坏,产生异常附着,这一电压值称为破坏电压。低于泳涂电压下限的某一电压值时。几乎泳涂不上漆膜(或沉积与再溶解涂膜量相抵消),这一电压值称为临界电压。电泳工作电压介于临界电压和破坏电压之间。泳涂电压是电泳涂装的重要工艺参数之一。在其他泳涂条件不变的场合,泳涂膜厚和泳透力随泳涂电压增高而增厚和提高(见表3-5)。在生产实践中常借助调整泳涂电压来控制涂膜厚度。为获得优良的涂膜外观和较高的泳透力,在生产实践
阴极电泳涂装的工艺条件
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1533次
阴极电泳涂装的工艺条件它包拈以下4个方面共13个条件(参数):①槽液的组成方面。固体分、灰分、MEQ和有机溶剂含量。②电泳条件方而。槽液温度、泳涂电压、泳涂(通电)时间。③槽液特性方面 pH值、电导率。④电泳特性方面。库仑效率、最大电流值、膜厚和泳透力。它们之间的相可.关系及影响见表3-5u除表中所列的工艺参数外,还有稳定性、更新期、加热减量、L效果、熟化期、杂质离子许可浓度等。①固体分。电泳涂料和槽液在(105正负2)摄氏度的条件下烘干3h所留下來的不挥发部:分为电泳涂料的固体分•(NV%)—残留物质量/样品起始质量X100%).电泳槽液的固体分是电泳涂装的重要工艺参数之一,它直接影响涂层质量一般在
阳极电泳涂装和阴极电泳涂装的比较
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1598次
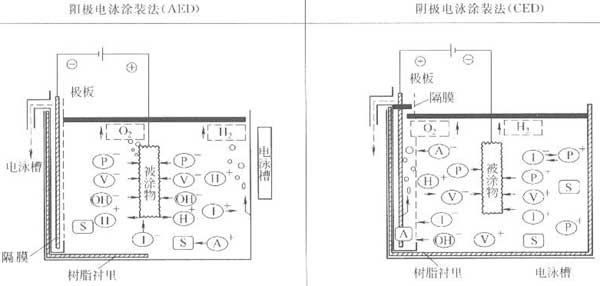
阳极电泳涂装和阴极电泳涂装的比较在前面其实我已经介绍过阴极电泳涂装法和阳极电泳涂装法的区别了,可以参考:阴极和阳极电泳漆有何区别,这里再更加详细的从原理到实际效果介绍一下阳极电泳涂装和阴极电泳涂装有什么不同之处。最初获得工业应用的是阳极电泳涂装法,1963年成功地用于汽车车身涂装。在20世纪70年代伴随着汽车产量增加,“盐公害”(为防止冬天的滑车事故,撒布大量的融雪盐,造成的汽车的腐蚀问题)的广泛发生,要求提高汽车的防锈力,因此开发了阴极电泳涂装。随后,防锈力高的阴极电泳涂装急速替换阳极电泳涂装•老线由阳极电泳涂装改成阴极电泳涂装,新建的车身涂装线都采用阴极电泳涂装•其结果见表3-2。阳极电泳涂装在汽车车身涂装中只有15年左右的历史。表3-2阳极电泳涂装改成阴极电泳涂装后的效
电泳涂装的局限性
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1096次
电泳涂装局限性①仅适州于具有导电性的被涂物涂底漆。如木材、塑料、布等无导电性的物件不能采用这种涂装法。②由多种金属组合成的被涂物.如电泳特性不一样,也不宜采用电泳涂装工艺„③不能耐高温(165〜1850C)的被涂物,也不能采用电泳涂装工艺。近几年在国外已开发成功在120-150°C下烘干的电泳涂料。④对颜色有限记要求的涂裝不宜采州电泳涂装,变化涂膜的颜色须分槽涂装。⑤对小批量生产场合(槽液更新期超过6个月)也不宜推荐采用电泳涂装,因槽液的更新速度太慢,槽液中的树脂老化和溶剂含量的变动大,而使槽液不稳定。
行业排行
热门文章