电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
电泳槽及电泳后UF1、UF2、UF2后纯水喷淋清洗槽槽体的水泵的配置及喷嘴配置
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1300次
电泳槽及电泳后UF1、UF2、UF2后纯水喷淋清洗槽槽体的水泵的配置及喷嘴配置。(1)灰漆电泳槽为23.5m3,主循环泵需配2台,(其中一台为备用泵)流量为160m3/h,扬程为32m,电机转速1450转/分;电机功率22kw,水泵型号:IH125-80-160型不锈钢循环水泵(1用1备),采用水密封。(2)UF1、UF2槽及后喷淋洗泵循环搅拌泵各1台,共3台。水泵流量56m3/h,扬程为23m,电机转速1450转/分,采用机械密封,电机功率:7.5kw,型号:IH80-65-160型2台,UF2洗后纯水喷淋水泵流量56m3/h。(3)文丘里喷管喷嘴一批,主要用于电泳槽,UF1、UF2槽的槽液均匀搅拌,用规格为ABS材质。(4)卡箍式快换型喷嘴V型。主要用于UF1、UF2槽对电泳后工
船型槽浸式阴极电泳涂装设备
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1465次
船型槽浸式阴极电泳涂装设备工件经喷淋式9室联合清洗机洗净后,经过滴水段5min滴水后,可进入船型槽浸式阴极电泳涂装生产线后续工序,船型槽浸式阴极电泳涂装设备由船型电泳槽及付槽、电泳漆循环搅拌过滤系统、漆液补加系统、超滤系统、冷水机组、不锈钢板式换热器、袋式过滤器、阳极循环系统、电泳电源、供电装置封闭式超滤清洗系统及反渗透装置组成。1、电泳槽:电泳槽由主槽和副槽、副槽过滤网、水平喷管、保护杠、立喷管等部分组成,主槽的形状和尺寸应能确保必要的电极间距,又能保证涂料能进行良好和循环,并能保证被涂物在电泳槽中合理的运行。付槽的形状和尺寸应能满足涂料能进行良好的搅拌,应能保证液面足够的缓冲能力以稳定主槽的液位。并有足够的容液面气泡的空间。本电泳线电泳槽为连续式生产的船形电泳浸槽,其内腔尺寸为:
悬挂输送喷淋式全自动船型阴极电泳涂装成套设备
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1337次
下面继续介绍生产设计实例的一般设计方法,这里只介绍格式和基本内容,有些内容需要根据需要增减悬挂输送喷淋式21室全自动船型阴极电泳涂装成套设备主要由喷淋室9室喷淋式表面联合处理机及悬挂输送喷淋及船型槽浸式阴极电泳涂装成套设备两大部分组成,其工艺流程如下:2、喷淋式9室表面联合处理机设备主要配置:(1)9工位喷淋棚体1条;(2)储液槽9个;(3)喷淋装置9套;(4)磷化除渣沉淀塔1套;(5)通风排气装置3套;(6)供水管路1套;(7)槽液加热装置采用燃煤导热油加热方式加热槽液;(8)槽液加热用3套不锈钢管式换热器。3、喷淋棚体本方案采用折叠式喷淋棚体,以缩短线条,轨道的长度和减少设备占地面积。棚体总长为52.3m,棚体宽度为1.2m,高度为1.8m;腿高为1.4m,总高为
悬挂输送式全自动阴极电泳底漆涂装生产线设计特点
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1194次
悬挂输送式全自动阴极电泳底漆涂装生产线设计特点:1、为了提高设备使用寿命,磷化生产线的槽体用δ=2不锈钢板制造,线体淌水板采用δ=1.0不锈钢板。2、棚体顶部装有耐高温密封毛刷和三套排风机,可阻止蒸气处逸,保护轨道和链条。3、预脱脂槽、脱脂槽、磷化槽加热方式采用燃煤导热油加热,通过不锈钢排管热器换热加热槽液,热效率高,节约能源、升温快。4、供水、管路全部用法兰连接,避免螺纹连接的庇病。5、预脂脱槽、脱脂槽、磷化槽和温控均采用德力西或华宇正泰集团生产的数显温控仪控制。6、底漆面漆烘干烘道外壁板采用彩色压型钢板,美观大方;内壁板采用δ=1.2的镀锌板制造,加热方式采用燃煤导热油间接加热热风循环方式烘干工件,所有的用热设备共用一台120万大卡燃煤手工燃导热油炉,大大节约涂
阴极电泳底漆、面漆涂装生产线设计制造执行标准
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1170次
阴极电泳底漆、面漆涂装生产线设计制造执行标准(这里介绍下一般遵循的几个标准)一般必须遵循的几个基本标准是:(1)阴极电泳涂装设备设计规范(2)GB6514-1986 《涂装作业安全规程涂装工艺安全》(3)GB6515-1986 《涂装作业安全规程涂装工艺通风净化》(4)GB1443-1993 《涂装作业安全规程涂层烘干室安全技术规定,喷漆室安全技术规定》(5)JB/T5946-1991《工程机械涂装通用技术条件》 如果想多参照一些,也可以如下:设计遵守的标准规范序号标准号
电泳涂装的加热减量如何计算
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1665次
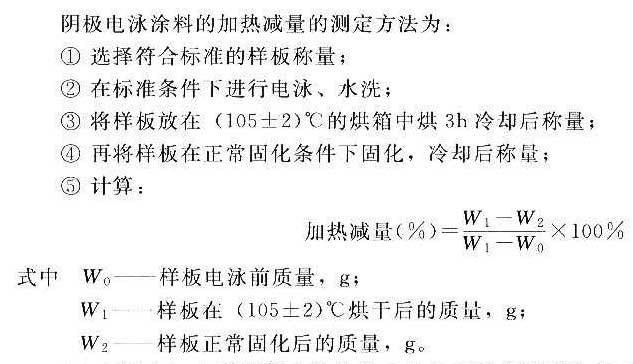
电泳涂装的加热减量在105°C以下烘干所得的干燥的阴极电泳涂膜,在进一步升温到规定的烘干温度。达完全固化的过程中,热分解出低分子化合物(即冒烟现象),而使涂膜失重,称为加热减量。这些低分子化合物变成油烟污染烘干室,增加了清理和维护烘干室的麻烦,滴在被涂面上成为漆膜弊病。所以加热减量也是衡最阴极电泳涂料优劣的指标之一。从省资源、环保和减少烘千室维护麻烦的角度考虑,阴极电泳涂料的加热减量越低越好、阴极电泳涂料的加热减量高的达6%〜10%,较低的达4%以下,发展趋向希望降到零。
电泳槽液温度与膜厚、泳透力的关系
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1823次
槽液温度和电泳时间槽液温度、电泳时间和泳涂电压是电泳涂装的二个基本工艺条件。经调试,选择最佳值后,在电泳涂装生产线上是保持稳定不变的。阴极电泳槽液一般控制在(28±1.)°C范围内,在厚膜阴极电泳涂装场合也有推荐较高的槽液温度29〜35°C(如PPG公司推荐的条件)。随槽液温度增高,涂膜增厚。槽液温度高,易使有机物的水溶液变质加速.对槽液的稳定件不利。槽液温度低,对槽液的稳定性有利,可是涂膜变薄,当低于15.5°C时,湿涂膜的黏度大,被涂物面的气泡不易排出,因而涂膜薄。易产生薄膜弊病。槽液温度对泳透力也有影响•通常在较低温度下得到较高的泳透力(见表3-6)。表3-6槽液温度与膜厚、泳透力的关系槽液温度与膜厚、泳透力的关系项目
电泳涂装的“L”效果
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1664次
电泳涂装的“L”效果在电泳涂装过程中往往由于槽液循环、过滤不佳,流速低,造成槽液中颜料或颗粒沉降,致使被涂物的水平间和垂直面的泳涂质量不一,易使水平面上的涂膜粗糙,冉加上水平面上易积水,产生再溶解影响涂膜的平滑度。用泳涂“L”形样板的方法考核被涂物的水平面和垂直面的电泳涂装质量,其结果称为“L’效果,又称水平沉积效果。如果水平和垂直被涂面上的涂膜光滑度和平整度无差异,可认为“L”效果好,当槽液有水平沉淀或有树脂的水溶性变差,析出颗粒的场合,水平面涂膜一定变粗,甚至手摸都可感觉出来,则“L“效果不好。
电泳涂料的槽液稳定性
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1516次
电泳涂料的槽液稳定性系指槽液在规定的工艺条件下,长期使用槽液不变质,泳涂出的涂膜性能合格。有的涂料公司用更新期长(如6个月/T.O)来表示其槽液稳定性好。槽液稳定性在试验室屮的加速试验方法有两种:敞口搅拌稳定性测定法和仿生产使用稳定性测定法。前者是考察槽液在敞口的状态下,连续搅拌、随溶剂挥发、槽液与空气接触对槽液稳定性的影响。一般敞口搅拌1个月,在仅补加纯水场合下,槽液及涂膜的各项性能无明显变化,则可认为该电泳涂料的敞口搅扑稳定性良好。仿生产使用稳定性测定法是考察槽液在连续使用中性能的变化,即连续电泳,耗漆量达配制槽液所需原漆量的15倍(故又称15倍稳定性试验法)。在这一过程中,槽液的各项性能(如颜基比等)若仍符合技术条件,则可认为该漆的使用稳定性良好。电泳涂料的稳定性系指原
行业排行
热门文章