电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
电泳漆膜弊病及其防冶-异常附着
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1393次
因被涂物表面的导电性不均匀,电流密度会集中于表面电阻小的局部,引起漆膜在这一部位呈堆积状态附着,棉异常附着控制异常附着的措施,是减少表面污染、不均一性和漆膜中杂质离子的含量。因此,工件表面的污染物要彻底清除,同时防止人的裸手触摸产生二次污染。杂质离子(尤其是SO、cI等)的混入或槽液更新慢而变质酸败引起电导升高,这是产生“蛤蟆皮”(异常附着的一种)的主要原因。为了防止酸败,一般要求槽液更新期不超过三个月,并且将操作温度控制在一定的温度范围(20~30℃)内。
电泳漆膜弊病及其防冶-陷穴
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1336次
陷穴与针孔不同之处是,陷穴在凹坑的中心有成为核心的异物,凹坑的周围漆膜堆积凸起。其产生的原因是被涂物表面或电泳湿漆膜上附着有异物,或电泳漆液中混有电泳漆不相容的粒子,导致烘干初期漆液流展不平。控制陷穴的根本措施,是保证电泳前被涂工件表面和电泳后烘干之前漆膜的清洁度。因此,电泳前后工件要有防尘措施,对冲洗水的质量要严加控制,同时电泳漆和补加的电泳漆液应加强过滤。
电泳漆膜弊病及其防冶-针孔
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1331次
在漆膜上产生针状小凹坑的现象称为针孔。产生针孔的原因主要是工件表面的气体被漆膜包裹,在烘干过程中气泡破裂而出现针孔,或者是湿漆膜在电泳后冲洗不及时,被槽液再溶解而产生针孔。前者因气泡产生的原因不同,又分为气体针孔和气泡针孔。成膜物在电沉积过程中,由于电解反应,当工件作为阴极时,表面上会产生氢气,而作为阳极时则产生氧气。若产生的气体过多而又来不及释放出去,就会产生气体针孔。气泡针孔是在带电入槽的情况下产生的,由于槽液对圃体表面润湿不良,使一些气泡被封闭在漆膜内或是槽液表面的泡诛附着在钢铁表面上而形成气泡针孔。消除针孔的方法,一方面应从漆的本身找原因,提出解决办法.以提高电泳漆的库仑效率和电渗性能,减少气体的生成量和提高气泡的释放性。另一方面是在
电泳涂装成本核算浅析
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1989次
v\:*{behavior:url(#default#VML);}o\:*{behavior:url(#default#VML);}w\:*{behavior:url(#default#VML);}.shape{behavior:url(#default#VML);}Normal07.8磅02falsefalsefalseMicrosoftInternetExplorer4st1\:*{b
电泳漆消耗量及补加量的定额的计算
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1343次
Normal07.8磅02falsefalsefalseMicrosoftInternetExplorer4/*StyleDefinitions*/table.MsoNormalTable{mso-style-name:普通表格;mso-tstyle-rowband-size:0;mso-tstyle-colband-size:0;mso-style-noshow:yes;mso-
电泳漆的漆膜弊病有哪些?
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1452次

电泳漆的漆膜弊病有哪些?,今天我将电泳漆涂装过程中可能出现的一些漆膜弊病在这里做一下汇总:常见电泳漆的漆膜弊病有哪些? 阴极电泳漆涂膜产生颗粒弊病和缩孔的原因是什么?如何防治?电泳漆涂膜产生针孔弊病的原因是什么?如何防治?电泳漆的膜厚偏薄的原因是什么?如何防治?电泳漆的漆膜过厚的原因是什么?如何防治膜层过厚在电泳涂装时产生异常附着弊病的原因是什么?如何防治异常附着弊病?在电泳过程中泳透力变差的原因是什么?怎样防治?电泳漆二次流痕怎么办?什么是电泳漆涂装的二次流痕?什么叫电泳漆涂膜的水滴迹弊病?水滴迹如何防治?电泳漆涂装的干漆迹弊病是什么?如何防治电泳漆
电泳漆基础知识问答汇总
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1425次

今天将前面发布的一些电泳漆的基础知识进行下汇总,方便大家查找,这部分电泳漆的知识,应该还是比较全面的,从电泳漆的定义,一直到电泳漆的性能,测试,使用上需要注意的事项,生产管理等等,希望对大家有一定的帮助. 阳极电泳漆和阴极电泳漆有何区别 电泳涂装的优点 电泳涂装的8个局限性 如何评价和选购阴极电泳漆 国内生产阴极电泳漆的现况 什么是电泳漆的固体份 电泳漆的加热减量是指什么 电泳漆的pH值的 电泳漆的中和当量(MEQ)、酸值、胺值的含义
浅析电泳漆涂装技术的调控管理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1342次
慧聪涂料网讯:溶剂含量电泳漆中含有的水溶性有机溶剂起助溶作用,与其它涂料相比含量较小,可是它对膜厚和涂料稳定性有一定影响,一般要求控制在一定范围内。工作液中的溶剂含量增高,膜厚增厚,泳透力和破裂电压降低;溶剂含量偏低,膜厚下降,漆膜外观(平滑性)变差。工作液中溶剂含量的高低可通过加入溶剂和更换超滤液来调整。 泳涂时间在电泳槽中的泳涂时间是指被涂工件在工作液液面下形成涂膜(通电)的时间。这一段时间一般限定在3min左右。随泳涂时间增长,漆膜厚度增厚。泳涂时间增加或减少可以间接地影响漆膜表面平整和外观质量。泳涂时间在电泳涂装工艺管理中起重要作用,适当增高泳涂电压可缩短泳涂时间,在较低泳涂电压时可增长泳涂时间,以保证漆膜的厚度。&n
阴极电泳涂装的污水如何处理?
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1401次
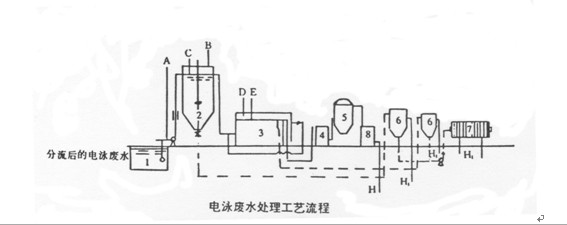
Normal07.8磅02falsefalsefalseMicrosoftInternetExplorer4/*StyleDefinitions*/table.MsoNormalTable{mso-style-name:普通表格;mso-tstyle-rowband-size:0;mso-tstyle-colband-size:0;mso-style-noshow:yes;mso-
发现电泳漆涂膜的各种弊病时从何处着手检查原因
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1601次

v\:*{behavior:url(#default#VML);}o\:*{behavior:url(#default#VML);}w\:*{behavior:url(#default#VML);}.shape{behavior:url(#default#VML);}Normal07.8磅02falsefalsefalseMicrosoftInternetExplorer4/*Styl
行业排行
热门文章