电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第298页
电泳槽的补漆系统的作用
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1421次
电泳槽的补漆系统电泳涂装生产涂料消耗的补充通常不能直接加入电泳槽中.而是依靠专门的补漆装置来进行。补漆装置由内有搅拌器(桨)的缸体、纯水输送管、槽液输送管和传动设备四个部份构成,容器缸的有效容积应与电沉积槽涂装生产能力相配:需要补漆时.即将需要补漆的原漆量加入预定比例的纯水〔或同时补加有机助剂或中和剂),按工艺要求在缸内搅拌若干小时.待涂料充分混合、浴解符合要求后再用泵抽入电泳槽内,补漆缸对原漆的“熟化”功能或效果对涂膜质虽影响较大。如原漆在补漆缸内待不到及时“熟化”就泵入电泳槽内.固体份比电沉积槽内槽液的固体份高得多的漆液亦很难在电泳槽内到完全的溶解.充分混合和均匀分布,届时.不仅影响涂装生产的正常进行和降低涂膜质量.严重时还会在电泳槽内沉淀、堵塞喷嘴,使沉淀加剧,这说
电泳过滤系统的作用及设计要求
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1211次
电泳过滤系统的作用及设计要求为了淸除电泳槽液中的物理机械杂质或突发事故、不良反应中出现的一些“颗粒”或凝聚物.就必須在电泳槽液的循环系统中添加个过滤装,这对保证涂装生产和涂膜质量都坦非常必要的,过滤网可以选择+150目的孔目。
电泳恒温系统的作用
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1260次
电泳恒温系统这是个非常重要的设备,因为电泳槽液在25-32度时处于较为稳定的状态.从而具有较好的电泳特性,如槽液温度偏低(如〈23度)涂料分散、浴解能力降低,槽液流动性亦降低,从而使其电泳特性大为降低,电泳涂膜厚度就无法得到保证,如我国北方低温季节时间较长.为了保证涂装生产的正常进行和获得工艺要求的涂膜厚度.要给电泳系统配备恒温(加温)系统坦非常重要的,但更值得注意是当槽液温度偏高哪怕是仅大于30度,也将给涂装生产带来问题,如使涂膜变厚变粗糙,形成桔皮,严重时还会使槽液凝聚,沉淀,甚至报废。.其严重性非同一般,首生,它受季节温度的影响,随季节温度的升高而升高,我国不少地区夏秋温度常在35度以上,此时是电泳槽最受干扰,管理操作人员最需注意的时候。而恒温(冷却)系统正是他们最好的“
电泳循坏搅拌系统的三个作用
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1291次
电泳循环搅拌系统具有如下几个方面的重要作用:其一.促使电泳漆槽液温度的均匀分布.以利于电泳过程中各种电化学反应的稳定、均衡和一致:其二.促使电泳涂料(树胎、颜填料、有机助剂、中和剂等)在水中的溶解、充分混合和均匀分布,从而使电泳涂料具有良好的电泳特性:其三,防止电泳悄液的凝聚和沉淀.从而提高涂料的利用率,此外.机械搅拌在一定程度上还可以消除电泳漆槽液中的气泡.对提萵涂膜质量也具有一定的作用.在设计电泳循环搅拌系统时应注意:要给电泳槽液循环搅汁配备足够的动力.以保证电泳槽液循环4-6次/小时,.底部流速撮小为0.4m/s,槽液表面流逨不应低于0.2/s电泳主槽和副槽有效容积的比例要适当.一般控制在10:1之间:主槽应设置电板,槽体在设计或
冲击式除尘器
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1373次
冲击式除尘器也称水浴除尘器。它的作用是使含尘气体以较高的速度喷出,冲击液面,撞击起大量的泡沫和水滴,而尘粒则随气流冲入水中,细小的尘粒还可在水滴中进行净化。XLP型除尘器的主要尺寸该除尘器结构简单,可现场砌筑,耗水省(0.1L/m3—0.3L/m3);但对细小粉尘的除尘效率不高,且泥浆难于清理。由于水面剧烈波动,除尘效率也不能保证。
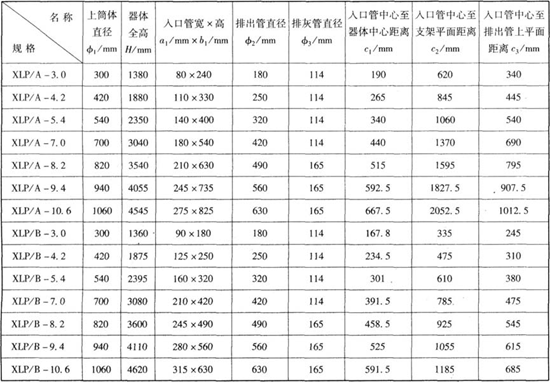
XLP型除尘器
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1256次
XLP型除尘器是CLP型除尘器的改进型。XLP型除尘器的结构特点是进气管的上缘与顶盖相距一定的距离,使上下旋涡的分界面处于排气管的底部,而在圆柱部分加一旁室与锥体部分相通。处于分界面的尘粒产生剧烈的分离作用,分离至外壁的较粗较重的尘粒沿外壁由下旋涡气流带至除尘器底部。较细较轻的尘粒由上旋涡气流带至上部,在顶盖下形成粉尘环。上旋涡气流携带粉尘环进入旁室,沿旁室流至器体下部与下旋涡汇合,分离出的尘粒则进入灰斗。从而提高了除尘效率。XLP型分为带有半螺旋线型(XLP/A型)和螺旋线型(XLP/B型)的旁室。每种根据安装位置又分为x型(吸出式)和Y型(压人式)。工业小型除尘机组技术参数XLP型除尘器主要性能表XLP型除尘器气体处理量计算公式如下:式中:L为处理气体量
电泳涂装表面前处理的设计要求
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1284次
电泳涂装表面前处理的设计要求,前处理是个非常重要的工序,处理质量是否过关,工艺控制是否得当.不仅关系到后续的涂膜质虽是否得到保陴,而旦还关系着卷一些相关工作液,特别是电泳槽液的使用效果或稳定性,之所以如此重要.这是因为电泳涂装前表面处理担负着一个非常重要的任务:保证预涂件有一个导电良好、沽净度高并具有一定防锈性能、对电泳涂膜的附着力好的平整表面,为获得一个内外质虽均佳的电泳涂膜创造条件:与此同时.还应采取相应措施.严防一些工作液(如表调液、磷化液)以及电泳槽液被污水污染而影响它的稳定或使用效果。报椐上述表而处理的任务和要求.要由五个工序共同完成.这就足脱脂,除锈、农调、磷化、水冼,这五道工序各自都足“独立”的^担负着不间的任务:虽然它们对电泳涂装产生不同的影响,但它们又
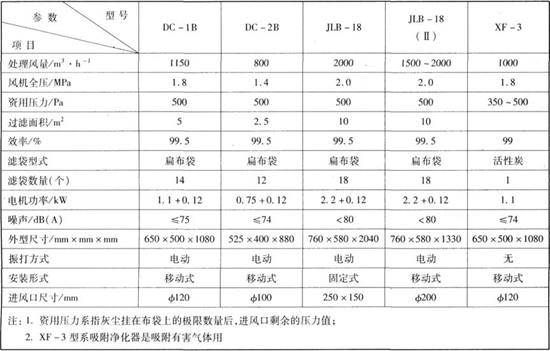
DC、JLB型工业小型除尘机组
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1236次
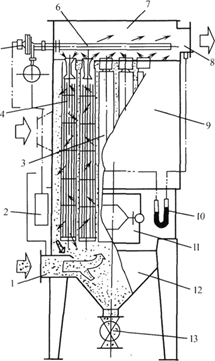
DC型、JLB型除尘机组装有电器控制板,配有开、停、振打,电钮开关接通380V三相交流工频电源后,通风机旋转,使过滤段产生负压,进风口产生流人风量,随即将发生点的粉尘捕集到过滤段内,经过布袋过滤,粉尘被阻滞在布袋之外,清洁空气通过通风机排人大气,从而达到除尘作用。停机以后,自动振打一分钟(或手推动)进行振打清灰,粉尘降至集尘器皿中,工作后拉开门或提起把手把集尘器拿出倒掉粉尘,即完成全部除尘物理过程。DMC—1型脉冲袋式除尘器.1—进气口;2—控制仪;3—滤袋;4—滤袋框架;5—控制阀;6—喷吹管;7—净气箱;8—净气出口;9—中箱体;10—u型压力计;11—检修器;12—集尘斗;13—排灰装置。JLB—18型结构图1—进风口;2—偏心轮;3—振打电机;4—出风口;5
DMC-1型脉冲袋式除尘器
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1233次
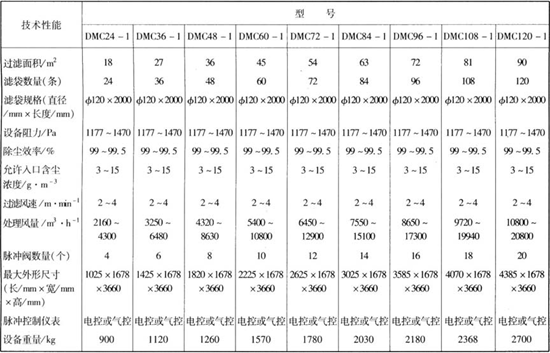
脉冲袋式除尘器的特点是周期性地向滤袋内喷吹压缩空气,造成与过滤气流相反的逆气流反吹和振动作用以清除滤袋积灰。清灰效果好,又不损伤滤袋。因此,具有使用寿命长、净化效率高和过滤速度大、占地面积小的优点,但需具备压缩空气气源。脉冲控制系统由控制阀(电动脉冲的电磁阀、气动脉冲的气动阀和机械脉冲的机控阀)和脉冲阀组成。使用气动脉冲时,需要0.5MPa~0.7MPa的压缩空气(需加过滤装置以除去气体中水分和油雾)。DMC一1型脉冲袋武除尘器技术性能
电镀车间除尘器和过滤器净化效率的计算
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1230次

除尘器的除尘效率与粉尘的粒径分布有关,故用分级效率表明除尘器的分离性能。表中列出了各种除尘器对50μm、5μm、1μm粒径以下的除尘效率,可供选用除尘器时参考各种除尘器在不同粒径下的概略效率
行业排行
热门文章

湘公网安备 43122202000176号