电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
-
涂装现场中的电泳涂装管理
日本涂料株式会社——吉原望,电泳涂装以其自动化、生产周期性、膜厚均匀、高防锈力等为特点,在工业用涂装中占有主要位置。电泳涂料的类型有阳极电泳和阴极电泳型,目前多以涂膜性能优秀的阴极电泳型为主流。不论任何类型的电泳涂料,为使电泳涂装的特长得以最大限度的发挥,就需要从其加工性及与涂膜性能紧密相关的前处理工艺质量以及涂装设备方面狠下功夫,并且,以电泳槽内的涂料管理为首的各种涂装管理也是不可缺少的。
本文归纳了关于电泳涂装中的管理项目和内容等。
1.槽内涂料的管理
电泳涂装是在浸满涂料的槽中进行涂装的,它采用补充消耗涂料的方式进行循环,所以槽内涂料的组成需要经常保持一定,否则,被涂物的质量将出现波动或导致涂装效果异常。现将电泳涂料的组成以模拟的形式表现在。
进行电泳涂装时,树脂、颜料减少,而残留于槽内的中和酸增加,因此取得它们的收支平衡时槽内涂料管理的基本内容,它要考虑种种特性值提供的管理项目,其代表性的管理项目如表所示。
(1)固体份
固体份是最终成膜成分(树脂+颜料)的浓度,也是最重要的管理项目之一,随着涂装固体份将减少,因此要不断的补充涂料,但由于被涂物量、膜厚、涂料补充量、纯水补充量的不同,固体份也将不断发生变动,为了确定一个准确的管理,就需要测定固体份,固体份过低就会引起膜厚不足及表面皴裂。
(2)灰分
灰分是表示涂膜成分中颜料浓度的项目,如补充经过标准化的涂料,可维持在管理范围内,因而不一定需要在现场测定。如因槽内搅拌不足或泵停止等原因致使颜料沉淀的话,将使灰分下降。因此,根据需要应及时加以测定,校正灰分比例,灰分与涂膜外观有很大的关联。
(3)PH
PH是氢离子浓度即酸度的指数,PH与中和剂浓度相关联,作为现场管理多采用测定PH值来判断下述的中和剂浓度管理是否适当。PH的显著变化将导致涂料的稳定性不良,涂装加工性不良及设备腐蚀。
(4)中和剂浓度
中和剂浓度是将涂料进行水溶化时的中和剂(酸)的浓度,中和剂浓度不是将导致涂料的稳定性下降和凝聚。一般的阴极电泳涂料在补充涂料中已事先加有所需的中和剂,涂装时中和剂残留在槽内,所有一般采用由隔膜系统跟踪的自动管理。
(5)电导率
电导率是表示易通电程度的数值,它虽然由适于该涂料的电导率的范围,但由于某些涂料正常的组成被破坏或涂料劣化或从前处理工艺中带入杂离子等原因,都将导致电导率上升,此时将引起涂面异常和涂膜性能下降,因此需引起注意。
(6)溶剂浓度
电泳涂料中的溶剂比例是提高涂料稳定性,提高涂面平滑性,控制膜厚等的,它是重要的管理项目。但在测定时需要特殊的分析仪器,所以一般采取根据外部分析数据添加溶剂的对策。另外,生产量少时,由于溶剂蒸发导致浓度下降,所以必须定期补充溶剂,维持管理值。
2.涂装条件的管理
电泳涂装的特点就是用自动化的设备和机械进行涂装的,所以要充分理解所设计的各种涂装装置的目的,以最适条件进行条件设定,以达到可进行最佳涂装,它是发挥涂料最高质量的重点所在。
日常的涂装条件及设备条件的管理重点如下
(1)涂装电压
涂装电压是控制膜厚和泳透力的条件,它可选择设定可获得所定膜厚的电压。在改变生产程序(传送带速度)时,需要重新设定电压,但电泳时间必须控制在2-3min,过分追求生产量,利图缩短涂装时间而提高电泳电压的做法弊害甚多,所以应慎重从事。
另外,和时间同样液温也是改变膜厚的因素之一,所以使液温和作业线的速度相关联,用自动控制的方法来控制它们的电压设定这也是不同其列的。
(2)液温
液温一般保持在28℃左右,以±1℃范围进行管理。节假后开始上班和夏天炎热时要加以注意。万一超出管理范围以外时,因调整涂装电压以维持膜厚和加工性。另外,因生产量少而涂料补充量少时,将加快溶剂的蒸发和涂料的劣化,因此这时最好采用低温管理和低温涂装(20-25℃)
(3)涂料补充
根据涂装量大小来设定补充量,补充量是否适当以测定固体份和灰分来衡量,当掌握一定时期的规律后在加以设定的话,一般不会超出很大的范围。
补充方法有自动补充和手动补充,前者很少是槽液组成受到破坏。
自动补充通常采用计算被涂物个数与自动计量相连动的系列装置,但是像零部件涂装那样,涂装面积不同的被涂物混在一起的涂装线,电泳时的累计电流值和自动计量连动系列装置也是有效的。
(4)隔膜系列
隔膜系列是通过液电导度管理将渗入到隔膜室内的中和酸排出系外,但通常是由自动管理完成,因此需确认该系列的正常工作。
① 各隔膜室内极液循环/核对所定流量
② 极液在涂料中不浑浊/关系到隔膜的污损
③ 不至于因隔膜破坏极液漏入槽内涂料中/引起涂料劣化
④ 电导率处于管理范围内/过低将产生膜厚不足
特别是如果极液长时期不循环的话,将加快电极腐蚀,隔膜劣化以及涂料劣化。
⑤.超滤器滤液量
超滤器滤液被用于回收水洗,泵的机械密封以及为防止干燥斑点而进行的0次水洗的,所以如果因超滤器孔眼堵塞滤液下降,将导致水洗不足,从而影响涂装质量或增大涂料损耗。而涂料方面中和剂浓度的下降(PH上升)将引起滤液减少,因此其对策是向槽内涂料里加酸是行之有效的。另外,清洗超滤器组件也将恢复滤液量。
⑥.液面管理
电泳槽液面变动有多种原因本公司可以承接电泳生产线和各类涂装生产线设计、制造、施工,为您提供一流的涂装生产线生产制造服务,让您更省时、省力、省心。全国服务热线:15897453787
-
本文标签:电泳涂装
涂装现场中的电泳涂装管理
1246 人参与 2013年07月10日 22:33 分类 : 电泳工艺 电泳原理 评论
-

什么是钝化现象钝化是当某些金属或是合金腐蚀时观察到的一种异常的现象。饨态的槪念最初是来自于法拉第对于铁在硝酸溶液中的行为的观察。法拉第观察到在低浓度的硝酸溶液中,纯铁会迅速遭到腐蚀,并且其腐蚀速度随着硝酸的浓度提髙而增大。然而,当硝酸的浓度超过某个临界值
-
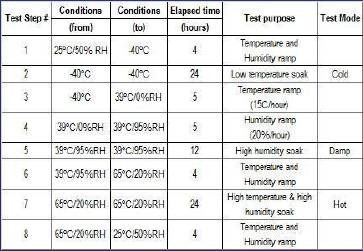
涂料性能测试--抗温湿度变化性能测试工具:高低温湿热循环实验箱测试条件:评判标准:附着力合格漆膜无永久性污迹、起皱、开裂、起泡、变形等损伤
-

电泳漆涂膜外观不良有哪几种现象?产生这些弊病的原因及其防治方法?应无颗粒、缩孔、针孔、斑痕、猪皮状等缺陷市售的优质阴极电撤涂料在最佳的泳徐条件涂装,所得电汰涂膜外观应光滑、乎整、丰满,应无颗粒、缩孔、针孔、斑痕、猪皮状等缺陷。如果阴极电泳底漆涂层几
-

面积1平方公里(km2)=100公顷(ha)=247.1英亩(acre)=0.386平方英里(mile2)1平方米(m2)=10.764平方英尺(ft2)1平方英寸(in2)=6.452平方厘米(cm2)1公顷(ha)=10000平方米(m2
- 2013-12-23电泳槽 电泳设备
- 2013-12-18电泳涂装设备及电泳涂装辅助设备的功能简介
- 2013-12-18电泳涂装的再溶解
- 2013-12-12电泳涂装的加热减量如何计算
- 2013-12-11电泳槽液温度与膜厚、泳透力的关系
- 2013-12-11电泳涂装的“L”效果
- 2013-12-10电泳涂料的槽液稳定性
- 2013-12-09电泳槽液的更新期
- 2013-12-06泳透力在电泳涂装工艺中的意义
- 2013-12-05库仑效率在电泳涂装中的意义
电泳设备
-


最近发表
技术咨询
-
公司与多家厂家合作,提供电泳技术咨询服务,并可提供电泳生产的设计,制造,电泳设备及配件的销售(超滤机,越滤膜,纯水机,反反渗透膜,固化设备,废水处理设备等)
