电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » » 电泳设备 电泳设备工艺 - 第15页
电泳设备的温度控制系统热交换器的设计
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1287次
电泳涂装要求槽液温度维持在一定值上,波支范围为±1℃,在正常生产状态下,经常是需要对槽液进行冷却。引起槽液温度上升的因素主要有电泳电流产生的热量,被涂物带入的热量,机械搅拌的能量转换及周围环境影响等几个方面,其中主要是电泳电流产生的热量大。整个调温系统由热交换器、泵及冷温水系统管路、温水加热器、冷水槽、冷却塔及温度控制器、调节阀等组成,如厂房温度能保证在10℃以上时,温水加热可不考虑。对标准的阴极电泳(薄膜型)系统,冷却系统要具有在满负荷生产情部下,保持漆液在(15±1)℃的能力,一般的工作温度是27~28℃。对厚膜电泳来说,冷却装置具有在满负荷生产情部下,保持漆液在(27±1)℃的能力,一般工作温度是29~35℃。预计将来
日本的电泳槽液逆向流循环方式
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1407次
.jpg)
Normal07.8磅02falsefalsefalseMicrosoftInternetExplorer4/*StyleDefinitions*/table.MsoNormalTable{mso-style-name:普通表格;mso-tstyle-rowband-size:0;mso-tstyle-colband-size:0;mso-style-noshow:yes;mso-
常规的电泳槽循环过滤装置和过滤系统
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1519次
.jpg)
Normal07.8磅02falsefalsefalseMicrosoftInternetExplorer4/*StyleDefinitions*/table.MsoNormalTable{mso-style-name:普通表格;mso-tstyle-rowband-size:0;mso-tstyle-colband-size:0;mso-style-noshow:yes;mso-
电泳槽及电泳副槽工能简介
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1991次
Normal07.8磅02falsefalsefalseMicrosoftInternetExplorer4/*StyleDefinitions*/table.MsoNormalTable{mso-style-name:普通表格;mso-tstyle-rowband-size:0;mso-tstyle-colband-size:0;mso-style-noshow:yes;mso-
新电泳涂装设备生产线在投槽前如何清洗?清洗到何标准
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1216次
新电泳涂装设备生产线在投槽前如何清洗?清洗到何标准在完成各设备功能调试的基础上,首先将电泳涂装室、输送设备、防尘间和电泳烘干室擦 洗干净,将周围环境清扫干净·.随后按以下程序清洗电泳槽、备用槽、水洗槽及它们的循环管路系统.(1)在循环清洗液过程中难清洗的部件(如阀门等)应事前卸开,清洗后组装.(2)清除掉槽内可能存在的杂物和污物;有油污染处,用溶剂湿润的抹布擦净,用水冲洗掉尘埃。(3)加水到够循环的水位,添加清洗剂(非离子型表面活性剂,对电泳漆无害的水溶性溶剂,各0.2%)。(4)循环8—20h,排放或供清洗备用槽、水洗槽等设备用,除去垃圾异物.如还有油污部位,再用溶剂擦洗掉。(5)加自来水循环清洗1一2次,每次循环2—8h,自
在电泳涂装生产线中如何选用输送的方式及有关输送装备
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1283次
在电泳涂装场合如何选用输送被涂物的方式及有关装备?在电泳涂装场合输送被涂物的方式一般取决于生产纲领,以泳涂汽车车身为例,生产节拍 大于5min的情况下(即年产量为3—4万台车身),一般采用垂直升降的步进式运输方式,不宜 采用连续式,因后者投资占地面积大,电泳漆的更新期超长。链速在2m/min以上才采用连续 运输被涂物的方式。对于产量(被涂面积、重量)虽很大,可是大小不一,多品种的被涂物,有时 将同种工件分别装挂在一大的挂架上,仍采用步进式输送方式。在连续式电泳涂装用于大量流水生产的同一品种或基本上是同一品种的被涂物,常用的 输送设备有普通悬链、推杆悬链和滑撬摆杆链。摆杆链的优点是消除了被涂物(如汽车车身)上 方滴落污物和水珠污染被涂面的可能性,另外入槽、出槽的倾斜
电泳后清洗设备应具备8个条件
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1193次
电泳后清洗设备应具备哪些条件?电泳后清洗的目的及其工序组成已在问答32中作了描述。本题主要是其要求,如何设计 和选用后清洗设备。设计和选用电泳后清洗设备应考虑以下原则(条件):(1)根据被涂物的结构及对涂膜装饰性要求选择清洗道数和方式。象汽车车身那样复杂的 被涂物则需选用6道工序以上的喷、浸结合式的清洗工艺;结构较简单,无内腔结构,不会产生 二次流痕的点焊缝的被涂物可仅选用喷式清洗工艺。对涂膜装饰性要求较低的被涂物(如汽车 车下部件等),则可清洗1—2次.(2)清洗时间:在槽上(含溢流槽)清洗。工件出槽就马上冲洗,保持工件湿润,不使表面沾. 污和干结。喷洗时间10—30s(达到置换清洗液)即可;浸洗时间:浸入即出,在槽上的输送链的’水平段上不要求过长。.
阳极液系统的功能及结构是什么?如何检控
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 2217次
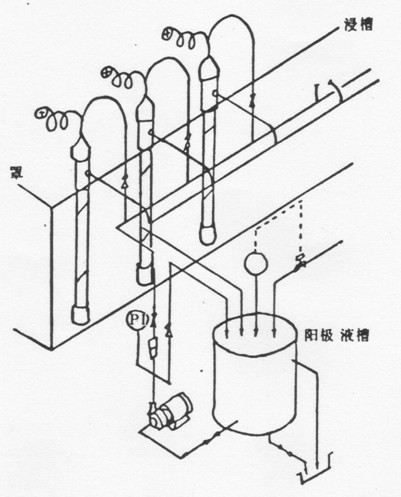
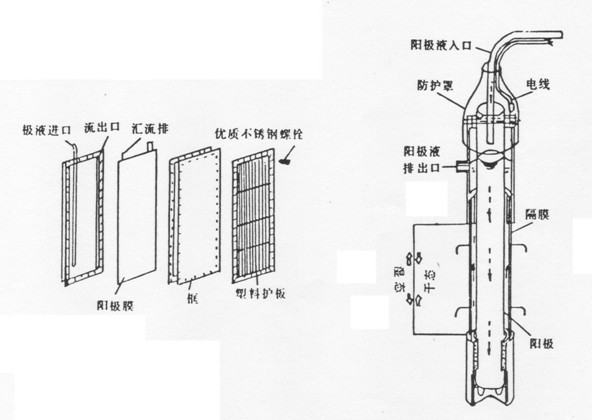
阳极液系统的功能及结构是什么?如何检控? 在阴极电泳过程中在阳极区不断产生有机酸(见下式),如果不及时除去,进入槽液。H+十CH3COO—或HCOO—→CH3COOH或HCOOH使pH值下降,影响工艺参数pH值的稳定,影响泳透力及涂膜性能。再溶解性增大。除去槽液中的游离酸的办法有两种:添加未中和或部分中和的阴极电泳涂料和采用阳极隔膜系统.一般常用阳极隔膜系统法,尤其是在大型的阴极电泳涂装线上.阳极隔膜系统法是将阳极封闭在可冲洗的阳极罩中.极罩由不导电材料制成,敞开面(板式电极罩朝向被涂物的一面,管式电极四周都可算敞开面)装有离子选择性的隔膜。所有极罩要求密封良好,使用前必须做渗漏试验,在投槽时极罩中必须装有去离子水,以防隔膜破裂。阳极液系统是由阳极隔膜系统、极液
8大条件电泳后清洗设备应具备
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1189次
电泳后清洗设备应具备哪些条件?电泳后清洗的目的及其工序组成已在问答32中作了描述。本题主要是其要求,如何设计 和选用后清洗设备。设计和选用电泳后清洗设备应考虑以下原则(条件):(1)根据被涂物的结构及对涂膜装饰性要求选择清洗道数和方式。象汽车车身那样复杂的 被涂物则需选用6道工序以上的喷、浸结合式的清洗工艺;结构较简单,无内腔结构,不会产生 二次流痕的点焊缝的被涂物可仅选用喷式清洗工艺。对涂膜装饰性要求较低的被涂物(如汽车 车下部件等),则可清洗1—2次.(2)清洗时间:在槽上(含溢流槽)清洗。工件出槽就马上冲洗,保持工件湿润,不使表面沾. 污和干结。喷洗时间10—30s(达到置换清洗液)即可;浸洗时间:浸入即出,在槽上的输送链的’水平段上不要求过长。.
阴极电泳涂装生产线上阳极如何配置及阳极有哪些类型
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1284次
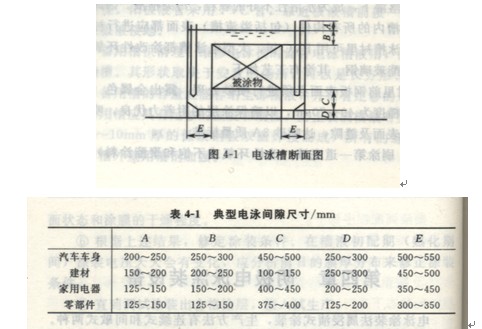
阴极电泳涂装生产线上阳极如何配置及阳极有哪些类型在阴极电泳涂装场合,阴极和阳极的面积之比为4:1.以汽车车身涂装线为例,可从下式计算阳极面积:阳极面积=(车身数/min×2min×表面积/车身)÷4全浸没时间长于2min的场合不要求加大阳极面积。阳极沿着槽壁布置,浸入槽液中的深度不得小于槽垂直壁的槽液深度40%,在全浸泳涂时间大于或等于3min场合,阳极从出槽口向前排,一般在入槽端靠近入槽车身部位不布置阳在泳涂汽车车身那样较大的被涂物场合,可在底部和顶部也可布设阳极,以使涂层厚度均匀在分段供电场合.为防止漆在电压较低的阳极和极罩上沉积,分段电极之间距至少要大于 一个极罩的间隙,如分段电压差超过75V,要留二个极罩的间隙,电压差超过100V,要留三个 极罩的间隙
行业排行
热门文章