电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 » 阳极氧化 - 第2页
铝阳极氧化膜的封闭处理
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1443次
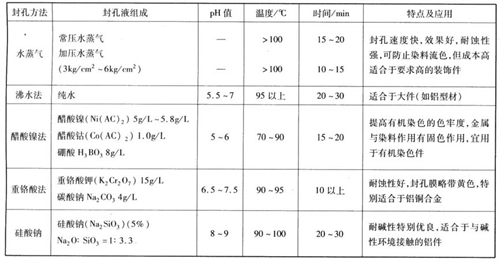
铝阳极氧化膜具有很高的孔隙率和吸附能力,容易受污染和腐蚀介质浸蚀,因此,氧化膜无论着色与否,用于何场合,都必须进行封孔处理。其目的是提高耐蚀性、提高抗污染能力和固定色素体。封孔处理的方法很多,按其作用机理可分为三种:(1)利用水化反应产物体积膨胀而堵塞孔隙,如沸水法、蒸汽法。(2)利用盐的水解作用吸附阻化封闭,如无机盐封孔(含高温法和常温法)。(3)利用有机物屏蔽封孔,如浸油、浸漆、电泳涂漆、喷粉等。其中(1)(2)法用得最广。为节省能源,利用吸附阻化的常温封孔法已占主导地位。一、高温封孔工艺高温封孔是将具有很高化学活性的非晶质氧化膜变成化学钝态的结晶质氧化膜的讨程。水化反应在常温和高温下都能进行,水化反应结合水分子的数目为1个~3个,依反应温
铝瓷质阳极氧化
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 2401次
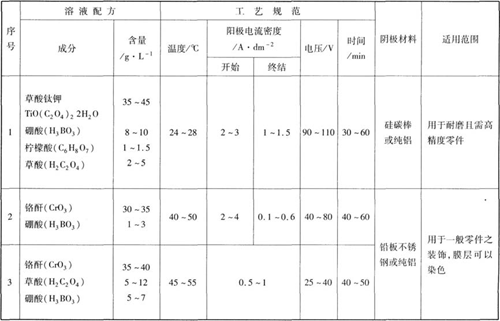
(一)电解液种类(1)在革酸或硫酸电解液中添加稀有金属盐(如钛、锆、钍等盐),在氧化过程中由于盐的水解作用产生的色素体沉积于膜孔中,形成类似釉的膜层。这种膜质量好,硬度高,可以保持零件的精度和平滑度。但电解液成本高,使用周期较短,而且对工艺条件要求严格。(2)以铬酸为基础的混酸电解液,具有成分简单、价廉、形成膜弹性好等特点。显示瓷质的原因是氧化膜呈树枝状结构,光在此结构上产生漫反射造成的白色不透明瓷质感。但这种膜硬度低(HVl20~HVl40)。在装饰性氧化中应用多。(二)瓷质阳极氧化工艺流程铝件→轻微机械抛光→化学除油→热水洗→冷水洗→硝酸中和出光→冷水洗两次→瓷质阳极氧化→冷水洗→去离子水洗→染色→冷水洗→去离子水洗→封闭处理→清洗→干燥→轻度机械抛光→成品
铬酸阳极氧化工艺
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 2366次
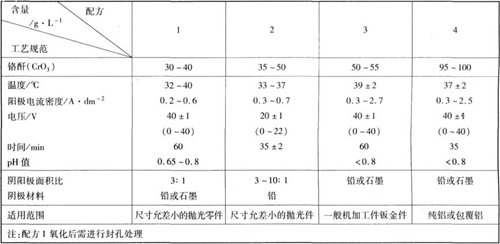
铬酸阳极化膜呈灰白到深灰色,不透明,孔隙极少,氧化后可以不封孔。铬酸阳极化无论溶液成本或电耗都比硫酸法贵,因而使用受局限。铬酸阳极氧化工艺规范溶液的配制在槽中加入总体积4/5的去离子水,将计算量的铬酐加入槽中,搅拌至铬酐完全溶解,再稀至总体积,搅匀后经分析调整即可投产。操作方法(1)配方l、2、4在氧化开始15min内将电压由零升到40V,在40V下氧化45min至终点。(2)配方3氧化时在5min内使电压由零升至20V,并保持该电压至氧化结束前1min内将电压降至零。断电后2min后取出零件。杂质的影响及除去溶液中硫酸根不得超过0.5g/L,氯离子不得超过0.2g/L,否则氧化膜变粗糙。此外,由于氧化过程中六价铬还原成三价铬,Cr3+增多会使
草酸阳极氧化工艺
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 3008次
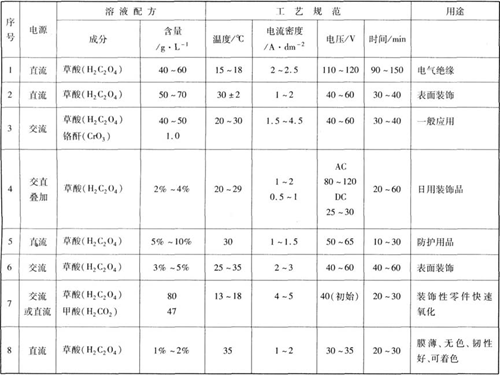
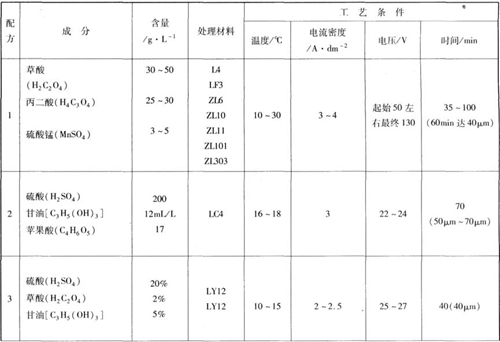
草酸阳极氧化可获得8μm~20μm厚度的膜层。该法成本较高、电耗大,故在应用方面受到一些限制。一般在特殊条件下才应用,如制作电气绝缘保护膜;日用品表面装饰(铝锅、盆、饭盒等),还在建筑、机械、电气工业上有所应用。在纯铝和不含合金上可获得银白、草黄色和黄褐色氧化膜。草酸阳极氧化工艺规范配制方法先在槽中放入4/5体积的去离子水,加热到70℃~80℃,在搅拌下缓慢加入草酸。直到草酸全部溶解,然后再加入其他成分,加水至总体积,充分搅匀。使用和维护要点(以绝缘用氧化为例)(1)操作方法。零件带电人槽(必须采用阶梯式升压方式:0V~60V5min(使电流密度保持在2A/dm2~2.5A/dm2)90V~110V15min70V5min90
硬质阳极氧化膜的生长过程和结构特点
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1342次
氧化膜的生成机理与普通硫酸阳极化相同,但为获得厚而硬的膜层需强制冷却电解液,采用高电压和大电流使膜的生成速度远大于溶解速度。由于氧化条件的改变,使膜层结构亦发生变化,增厚电阻增加,孔隙率减小,故电压升高,这阶段时间越长,生长速度与溶解速度达到平衡的时间也越长,其厚度不断增加;第4段电压急剧上升,达到一定值时发生电火花击穿。这是由于电压高,膜孔内析氧加速,且扩散困难,积累的氧气又导致膜电阻增加,电压剧增,孔内热量引起气体放电产生火花。电火花击穿电压,所以第4段氧化时间不宜太长,通常为90min~100min。硬质层也是双层结构,其区别在于比普通膜的阻挡层厚度约大10倍,孔壁也如此,这是硬度高的基本原因。然而孔隙率比普通膜少7倍~8倍,只有2%~6%。硬质膜基组杂乱无章,互相干扰,出现
硬质阳极化的特点和用途
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1434次
(1)色泽。膜层外观呈灰、褐至黑色,与材质成分和工艺有关,而且温度愈低、膜层愈厚则色泽愈深。(2)厚度。厚度最高可达250μm,所以又称为厚膜氧化。(3)硬度。氧化膜硬度很高,在纯铝上HVl200~HVl500,在铝合金上硬度显著降低,HV400左右,由于微孔可吸附润滑剂,故能提高耐磨能力。(4)耐蚀。具有很高的抗蚀性,尤其在工业大气和海洋性气候中有卓越的耐蚀性。(5)结合力。与基体结合十分强固。(6)绝缘和约热性。硬质膜电阻大,膜厚l00μm,可耐2000V以上,熔点达2050℃,导热系数低至67kW/(m·K),是极好的耐热材料。由于硬质氧化膜的优良特性,故应用很广,主要用于制造耐热、耐磨、绝缘性要求很高的铝质零件,如活塞、汽缸、轴承、水电设
铝阳极氧化生产管理注意事项
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1266次
①挂具和氧化零件的材质应相同,并且一定要绑紧,防止移动时松动。铝型材在进入氧化前还要紧一下绑扎线。②形状各异或合金成分不同的制品,不宜在同一槽中氧化,否则厚度不均引起着色不均匀。③一般氧化初期中断电流影响不明显,但氧化一段时间后断电将产生两层结构,膜层性能恶化。④每槽氧化面积与槽液体积有关,每立方米电解液最多一次氧化3.3m2的零件。⑤通电量与溶液体积的关系,体积电流密度为0.3A/L为限。⑥阳极氧化可能产生和带入的杂质有C1-、N0;、F一、CrO42-、Al3+、Cu2+、Pb2+、Fe2+、Mn2+、M92+等。阴离子对氧化影响最大,允许量为C1-<0.05g/L、F-0.01g/L、N03-0.02g/L。这些离子含量高时孔隙率升高,氧化膜
铝及其合金防护装饰阳极氧化各工艺参数的影响
发布 : 涂装助手 | 分类 : 电镀技术 电镀工艺 电镀设备 | 评论 : 0人 | 浏览 : 1280次

铝及其合金防护装饰阳极氧化各工艺参数的影响(1)硫酸。在一定的氧化时问内,氧化膜的厚度取决于氧化膜的溶解和生长速度的比率。通常随硫酸浓度增加氧化膜溶解速度增大,反之亦然。氧化开始时氧化膜的成长速度浓溶液比稀溶液快,但随氧化时间延长,浓溶液中膜的成长速度反而比稀溶液慢。硫酸浓度偏高孔隙率增加,容易染色,一般防护一装饰氧化采用18%~20%的硫酸。由于浓度高时膜层的硬度、耐磨性、耐蚀性下降,带出损失多,故建筑铝型材阳极氧化采用l5%左右下限浓度。加有镍盐的电解液,可使用较高的电流密度,为保持膜层的高生长速度和溶液的导电性,故采用较高的硫酸。(2)铝离子。新配槽时,必须要有lg/L以上的铝离子存在才能获得均匀的氧化膜,以后在生产中由于膜的溶解,铝离子会不断积累,铝离子的浓度影
行业排行
热门文章