电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第652页
汽车车身用阴极电泳涂料简介
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 2110次
电泳涂装技术在汽车车身上的应用(一)汽车车身用阴极电泳涂料的性能20世纪六七十年代到20世纪80年代初期,卡车驾驶室和轿车车身还是采用阳极电泳进行涂装,典型的代表是使用高泳透力的纯酚醛和聚丁二烯阳极电泳涂料,耐腐蚀性能在200h左右。随着国内第一条汽车车身阴极电泳涂装线于1987年7月在中国第一汽车集团公司驾驶室涂装线的投产,汽车车身电泳涂装线逐渐形成阴极电泳取代阳极电泳之势。目前,国内汽车车身电泳涂装几乎100%采用阴极电泳涂装。汽车车身涂装用阴极电泳涂料的主要性能列于表5-3中。表5-3汽车车身涂装用阴极电泳涂料的主要性能 项目技术要求A级①B级②原 漆固体分
不同种类电泳漆的优缺点及应有领域
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1431次
如何选择合适的电泳漆?电泳漆根据树脂类型基本可分为两大类:环氧电泳漆和丙烯酸电泳漆。阴极和阳极电泳体系都广泛采用了这两种型树脂,用户可根据两种电泳涂料的特点选择其应用领域(见表5-2)表5-2不同种类电泳漆的优缺点及应有领域电泳漆类型优点缺点应用领域阳极环氧低温固化(100~120℃)
电泳涂料的工业应用领域
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1508次
前面已经介绍过,电泳涂装技术的应用源自汽车工业。现已经历了40多年的历程,在其他工业领域也应用十分广泛。根据产品的不同需求,需要采用不同种类的电泳涂料满足其需求。表5-1列举了电泳涂料在一些工业方面的应用。表5-1电泳涂料的工业应用领域应用领域对电泳涂料性能要求农用器械光泽高、防腐蚀汽车车身
新建涂装线电泳槽投槽工作要点
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1462次
新建涂装线电泳槽投槽工作要点新建电泳涂装生产线投产是涂装工程中最关键的工作之一,应认真组织,精心安排,不给日后的生产留下隐患。在电泳投槽前涂装厂(用户)、电泳涂料制造厂和涂装设备承制公司等方面应认真讨论、分工明确、制定投槽工作计划,分头准备,组织实施。投槽工作包括:投料前洗涤冷调试验收合格的涂装设备——配制电泳工作液(槽液)——槽液经循环熟化、且工艺参数(固体分、PH值、电导率、颜基比等)检查合格后投进行试涂装——调试获得合格的电泳涂层后投入试生产。一、涂装设备的清洗在清洗设备前检查全部有关设备(除电泳主设备外,还包括输送设备、电泳后清洗设备、直流电源、制冷机组、烘干室等),都应能正常运行,做好一切准备工作,消除所有槽、容器等管道系统内的异物。①清洗对象电泳槽、备用槽及它们
电泳漆膜的固化(烘干)
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 2310次
电泳漆膜的固化(烘干)(一)电泳漆膜的烘干特性基于电渗作用使亲水的电泳漆膜变成憎水涂膜,经电泳涂装后的超滤液(UF)和纯水清洗,洗掉附着在湿漆膜上的电泳槽液后,淡的电泳漆膜类似“干膜”,用手摸也不粘手,其含水量、含溶剂量极少。电泳漆槽液、电泳后清洗过的湿漆膜和烘干后干涂膜三者的组成在电泳涂装过程中的变化见第一章表1-2。从表1-2中可以看出电泳湿涂膜与其他涂装方法(如喷涂法、浸涂法)所得的水性涂料或有机溶剂型涂膜不一样,含溶剂量极少,类似“干膜”。可直接进入高温下烘干,不会产生“针孔”和“痱子”等漆膜弊病。为改善涂膜外观(如平滑性、减少水斑痕),可采取提高防尘过渡段的气温和吹水装置除掉漆面的水珠或两次升温以提高湿漆膜的展平性等措施。另外,电泳涂装在烘干时排出的油烟状的废气较多
电泳涂装的现场管理
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1686次

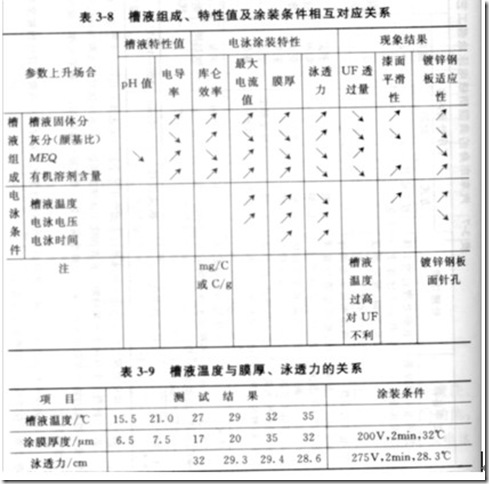
为确保生产的正常进宪,电泳槽液的稳定和涂层质量,必须加强电泳涂装生产的现场管理。两面管理包括工艺管理、生产管理和设备管理。电泳涂装生产的现场必须对电泳漆槽液、电泳涂装设备及配套装置和生产环境及状况进行科学管理,并做好记录;发现不正常现象,立即采取措施解决。(一)电泳涂装工艺管理它主要对电泳漆槽液及涂装的工艺参数、涂装质量等进行科学管理,现今不仅涂装厂在现场做好工艺管理工作,电泳涂料供应厂家也负责槽液的全面管理,现借鉴国外先进管理模式(CPU管理,即CostPerUnit),在国内许多涂装线也采用了CPU管理。工艺管理的项目、目标管理值、检测频率等,以关西涂料公司的HB-2000阴极电泳涂料为例介绍(见表3-11)。 在电泳涂装现场日常进行工艺参数的检测和调整:
电泳涂装工序及其工艺参数
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1674次
电泳涂装工序及其工艺参数电泳涂装工艺是由电泳涂装(ADE或CED)、电泳后清洗、吹干(或除水)和涂膜固化(烘干)等工序组成。各工序的功能、工艺参数及管理要点等,以工艺最典型、最复杂的汽车身阴极电泳涂装线为例,列于表3-7中。表3-7汽车车身的典型阴极电泳涂装工艺一览表工序名称处理功能工序处理内容控制管理要点备注方式时间温度1。用阴极电泳涂装法涂底漆在前处理过的车体内、外表面泳涂上一层均匀的、规定厚度担忧泳涂膜浸(通直流电)3~4min28~29℃槽液固体分(NV)、PH值、温度、电泳电压等电泳涂膜厚度一般为20±2μm;在采用厚膜电泳涂料场合可达35μm2电泳后清洗
电泳烘干室应具备哪些独特条件
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1455次
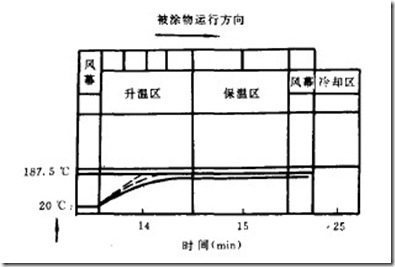
电泳烘干室应具备哪些独特条件?http://www.dianyongqi.com/电泳烘干室与涂装用烘干室在结构上无大的区别,仅因其湿涂膜中含水分少,可直接进入高温烘干,不象其它水性涂料需先经低温预烘干,再进入高温固化.(我个人认为对于形状比较简单,不会出现积水等现象的工件,直接进入高温问题不大,如果工件形状复杂,容易积水,还是要经过一段预烘干区效果比较好。)另外,应注意现市场供应的阴极涂料的涂膜在烘干过程中产生油烟,(分解物多的场台约为涂膜重量的10%左右),如果不及时处理,则可能在烘干室出入口上方冷凝,滴落在被涂物上能造成漆膜弊病。在电泳烘干室设计上一定要考虑冷凝和防滴落装置.因此.最好选用以天然气、煤气或油为热源.能同时处理烘干室废气燃烧炉和换热器的烘干室,达到燃烧油烟气.热能
电泳漆膜的干燥程度如何评价和测定?
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1500次
电泳漆膜的干燥程度如何评价和测定? 如果电泳漆膜未烘干透,则严重影响涂膜性能,如涂膜的机械性能、附着力、耐疤形腐蚀性、耐腐蚀性、抗石击及耐崩裂性能.例如某公司的阴极电泳涂料在170℃以下烘干,涂膜烘不干,性能极差(参见下表):项目测试结果 附 注烘干温度(℃)154163171179188204 扩蚀宽度(mm)1032222扩蚀宽度小、耐腐蚀性优崩裂等级2788880→10级(优)附着力等级29101010100→10级(优)
阴极电泳漆膜的烘干条件(规范)如何选择?
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1299次
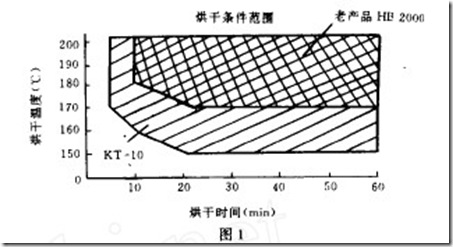
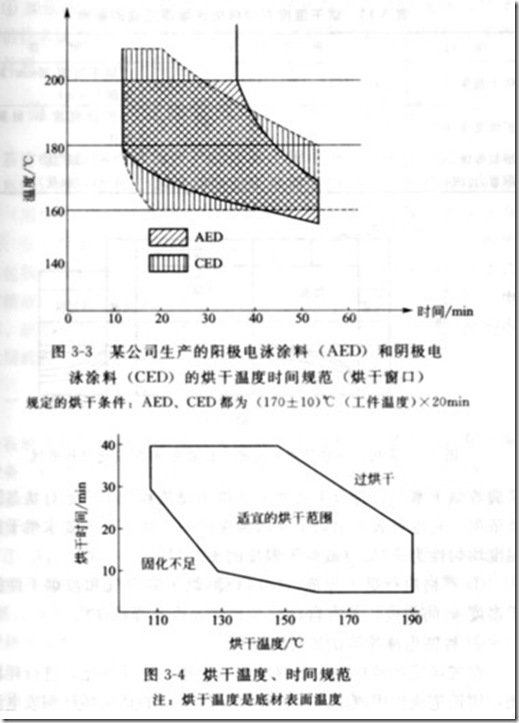
阴极电泳漆膜的烘干条件(规范)如何选择?阴极电泳漆属于热固化性涂料,必须在规定的较高温度下才能固化,其烘干过程也包括:溶剂(水分)挥发、涂膜热融化、高温热固化三个阶段。由于电泳涂膜本身的含水(溶剂)少.又经映干、晾干,不含水,所以其烘干过程与热固性粉末涂料相仿,可直接进入高温烘干.另外,阴极电泳涂膜在热固化过程中(当涂膜温度达110℃以上时)有热分解产物,产生较多的油烟.在较高温度、较长时间的烘干,能致使涂膜变甜(2—3um),膜的平整度明显提高。这些是电泳涂膜烘干的持点。烘干条件(规范)系指工件温度和烘干时间,这两者对阴极电泳涂膜的固化十分重要,如果低于规定温度和烘干时间,则不能固化,严重影响漆膜性能。品种不同的阴极电泳漆的涂膜烘干条件也不同,应根据漆厂的推荐和试
行业排行
热门文章