电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
当前位置:首页 - 第653页
电泳后请洗后可采取哪些措施来提高电泳漂膜的外观质量
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1416次
在电泳后请洗后,还可采取哪些措施来提高电泳漂膜的外观质量了随着被涂物如汽车车身的外观装饰性进一步提高,将追求阴极电泳涂膜平整化,膜厚的均一化和涂装的无缺陷(颗粒、二次流痕).为此.除促进阴极电泳涂料的更新换代及涂装工艺及设备的技术进步外,在电泳后清洗后采取下列措施来提高电泳涂膜的外观质量:1.增设防尘罩(通道).清洗后湿的电泳涂膜已不象一般浸涂的湿漆膜那样粘手,并存在在烘干前落上灰尘,烘干后即成涂膜颗粒的弊病。近几年来,在电泳设备出口至烘干室的晾干区段,增设防尘通道,并控制晾干时间(一般为5—10min),以防止灰尘降落在未烘干的电泳涂膜2.增设吹水和沥水装置.当被涂面上(尤其是水平面和夹缝中)有积水或水珠时,在烘干过程中易产生水痕斑,影响涂膜的平整度.为清除被徐面的积水、水珠,
在电泳后清洗过程中产生泡沫如何减轻
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1639次
在电泳后清洗过程中产生泡沫如何减轻电泳后清洗用的新鲜超滤(UF)液和循环的UF液均含有机物,新鲜UF液中含低分子树脂(含量约为0.3%以下),循环UF放中含槽液(固体分约0.5%~1%)。当空气进入这些清洗液时产生泡沫,在喷洗场合严重时泡沫能溢出槽,影响清洗效果.在喷射清洗的场合.由于喷嘴出口喷射压力高和流速过快.喷射作用使外部环境空气被吸卷入。再加上流入相中的落差大.是形成泡沫的主要原因·.怎样减轻冲洗区的泡沫形成呢?从调整喷嘴的出口压力和流速着手.提高喷射压力和流速,虽能提高清洗效果,可是意味着某种麻烦.因此应根据被涂物表面的清洗效果和冲洗区的泡沫量来调整喷射压力.如调整到0.5和1.2巴之间。为消泡,清洗液的落差要小,排放管应接到清洗槽的液面下,或清洗室与槽一体化。设置消
电泳后清洗的目的及工序组成
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1720次
电泳后清洗的目的及工序组成电沉淀在被涂物表面的涂膜已具有水不溶性,因而能经受住用超滤液和水的冲洗,附着在表面上的槽液可用水冲洗下来.在电泳涂装工序后可立刻进行清洗(即在被涂物出槽时).这是一般的浸渍涂装法不具有的特性.电泳后清洗有以下目的:回收槽液,提高电泳涂料的利用率(在封闭清洗场合涂料利用率可达95%以上);提高和改善涂膜表面质量,减轻打磨工作量,从而能提高涂层的耐腐蚀性.电泳后清洗一般由下列工序组成①槽上“0”次清洗:在被涂物出槽口或溢流槽上,用去离子水、新鲜超滤(UF)液或循环超 滤液喷雾淋洗(单排或双排喷管),被涂物出槽至清洗的间歇时间不应大于1min;·②用循环超滤(UF)液冲洗30一40s②用循环超滤(UF)液浸洗(全浸没、
电泳槽液温度和电泳时间对阴极电泳涂装有何影响?
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 2075次
电泳槽液温度和电泳时间对阴极电泳涂装有何影响?槽液温度、电泳时间和泳涂电压是电泳涂装的三个基本工艺条件.经调试,选择最佳值后,在稳定的电泳涂装生产线上是保持稳定不变的阴极电泳槽液一般控制在28土1℃范围内,在厚膜阴极电泳涂装场合也有推荐较高的槽温度29·35℃(如PPG公司推荐的条件).随槽液温度增高,涂膜增厚,槽液温度高了,易使有机物的水溶液变质加速,对槽液的稳定性不利。槽液温度低对槽液的稳定性有利,可是涂膜变薄、当低于15.5℃时,湿涂膜的粘度大,被涂物面的气泡不易排出,因而涂膜薄,且易产生薄膜弊病槽液温度对泳透力也有影响,通常在较低温度下得到较高的泳透力槽液温度与膜厚、泳透力的关系项 目测试结果泳涂条件槽液温度(℃)15.52
槽液的pH值、电导率对阴极电泳涂装效果有何影响
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1956次
槽液的pH值、电导率对阴极电泳涂装效果有何影响?槽液的pH值、电导率是电泳槽液的两大特性值,它们的含义见问答12、14.它们对电泳特性、槽液的稳定性和涂装效果都有较大的影响.因此都应将槽液的pH值、电导率严格地控制在工艺规定的范围内。不同品种的阴极电泳涂料都有特定最佳pH值范围,工艺控制范围为土0.05—0。1,以保持槽液和涂装质量稳定.阴极电泳槽液系酸溶液体系.需靠适量的酸度才能保持槽液的稳定。当PH值高于规定值时,槽液的稳定性逐渐变差。严重时产生不溶性颗粒,槽液易分层;沉淀、电导下降、堵塞阳极隔膜和超滤膜,涂膜外观变差,尤其水乎面有颗粒,小的象针尖状,大的手摸凸出。随着酸量增加(pH值降低);槽液的可溶性有所增加,可是对涂膜的再溶性和对设备的腐蚀性增大,据资料介绍pH位在5。
阴极电泳漆涂装的工艺参数简介及其对电泳结果的影响
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1481次
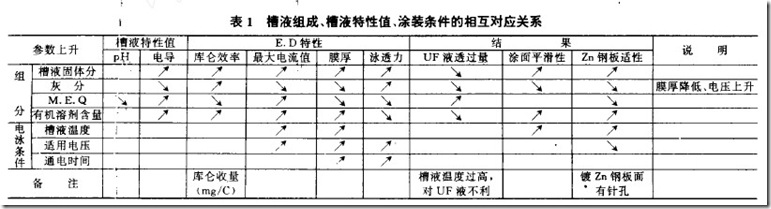
阴极电泳漆涂装的工艺条件(参数)有哪些?它们的相互关系是什么?对电泳结果有何影响?阴极电泳涂装的工艺条件(或工艺参数)包括以下四个方面13个条件(参数).①槽液的组成方面:固体分、灰分、MEQ和有机溶剂含量;②电泳条件方面:槽液温度、泳涂电压、泳涂(通电)时间,⑤槽液持性方面:pH值、电导;①电泳特性方面:库仑效率、最大电流值、膜厚和泳透力.它们之间的相互关系和电泳结果的影响见下表.槽液组成、槽液特性值、涂装条件相互对应关系
阴极电泳漆对磷化膜的质量有何要求?
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1331次
阴极电泳漆对磷化膜的质量有何要求?黑色金属在电泳涂装前进行磷化处理能成倍地提高涂膜的耐腐蚀性,但要选用得当。如在阴极电泳涂装过程中,被涂物(阴极)表面形成强碱性(pH值约达到12),如果选用的磷化膜耐碱性不好,则涂膜的附着力,耐腐蚀性等达不到预想效果.根据资料介绍和我们的实践,对阴极电泳前磷化膜应具备以下质量标准:1外观:目测应均匀、致密、无锈;2⑦磷化膜重量:应在2—3克/m2范围内;3结晶细度:小于10u,4P比:85%以上(即膜中Zn2Fe(P04)2·H2O含量高,耐碱性好),5Ni含量:20mg/㎡以上..:镀锌钢板制件在阴极电泳涂装前也要进行磷化、钝化处理;其磷化膜质量除P比不控制外,其他同上.磷化膜表面可全干或全湿(无水珠)进入电泳槽,一般为
电泳涂装线的主要工艺
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1275次
电泳涂装线的主要工艺 电泳涂装工艺一般由漆前表面处理、电泳涂装、电泳后清洗、电泳漆膜的烘干等四道主要工艺(或工序)组成。一般的工艺是:上挂→除油→水洗→除锈→水洗→表调→磷化→水洗→去离子水洗→电泳→水洗→去离水洗→压缩空气吹气→烘干→下挂①漆前表面处理工艺:为得优质的、防腐蚀性好的电泳漆涂层,电泳前被涂物必须进行表面处理,首先清洗掉各种污物(如油污、锈、氧化皮、焊渣、金属屑等),随后应进行化学处理(磷化、钝化处理),并应进行充分的水洗,洗掉前处理药品、磷化沉渣等,最后用去离于水洗.所用新鲜的去离子水水质要好,电导不应大于25us/cm.确保被涂物的滴水电导不大于30us/cm。 如
阴极电泳漆涂装设备简述
发布 : 涂装助手 | 分类 : 电泳设备 电泳设备工艺 | 评论 : 0人 | 浏览 : 1311次

阴极电泳漆涂装设备系指阴级电泳涂装方法的专用设备.它一般由电泳槽、备用格、槽液循环过滤系统、超滤(UF、)装置、阳极和极液循环系统、调温系统、直流电源及供电系统、涂料补给装置、电泳后清洗装置、电泳涂装室(防尘罩)、电气控制柜等专用装置(系统)组成.再由这些专用设备与输送被除装物的设备、烘干室、强冷室等组成电泳涂装生产线.阴极电泳涂装设备和阳极电泳涂装设备的组成基本相仿,所不同之处是:①前者被涂物作为阴极,后者被涂物作为阳极,即极向不一样;②涂料离子的电荷相反,因此选用的极罩隔膜和UF、膜有所不同;②阴极电流的槽液呈酸性,对设备有腐蚀性,需选用的不锈钢器材(管、钢板和泵等)多.因而造价要贵一些;④阴极电泳的电压略高一些,以确保有更高的泳透力.在7
什么是电泳漆和槽液的稳定性?
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1279次
什么是电泳漆和槽液的稳定性? 电泳漆的稳定性系指原漆的储存稳定性,即漆厂生产出的电泳漆在某温度下储存多少个月不变质.双组分阴极电泳漆因比较稀,易产生沉淀、分层,树脂的水溶性变差等造成变质,一般储存期为3个月左右. 电泳漆储存稳定性在试验室中的加速测定方法为在40℃的保温箱中放置72小时后再配制槽液的性质及泳涂的漆膜性能不变为合格. 电泳漆的槽液稳定性系指糟液在规定的工艺条件下,长期使用槽液不变质,泳涂出的涂膜性能合格.有的涂料公司有更新期长(如6个月/T.0)来表示其槽液稳定性好,因更新期越短,槽液越不稳定. 槽液稳定性在试
行业排行
热门文章