电泳技术
分享电泳设备设计制造服务及电泳漆技术咨询
电泳涂料中和剂的选择
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1254次
电泳涂料中和剂的选择中和剂的品种不同,能明显影响树脂的水溶性、漆的贮存稳定性、黏度、固化速度及漆膜的泛黄性。因此,适当选择中和剂也是十分重要的。树脂的品种不同,所用的中和剂也不同,如浅色漆应选用变色性小的中和剂。通常电泳涂料所采用的中和剂为:阳极电泳涂料——氨水、二乙胺、三乙胺、二乙醇胺、三乙醇胺等。阴极电泳涂料一甲酸、乙酸、乳酸、马来酸等。
电泳涂料助溶剂的选择
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1484次
电泳涂料助溶剂的选择助溶剂(也称为共溶剂)的作用是增加树脂在水中的溶解度,同时调节树脂溶液的黏度,提高漆液的稳定性,改善漆膜的流平性和外观。以同一树脂而言,助溶剂不同,助溶的效果也不同。实验证明:① 助溶剂的存在对水的蒸发速度没有任何影响,所有的挥发组成同时蒸发,但速度不一样。② 低沸点助溶剂的氢键力不会干扰溶剂/水混合物的蒸发。③ 中沸点或高沸点的助溶剂则不一样,因为氢键力越强,所用助溶剂的蒸发速度越慢。④ 氢键力对水稀释系统的作用可视为树脂和助溶剂以及助溶剂/水混合物之间亲和力的再现。氢键力越强,树脂对助溶剂的亲和力越大,助溶剂的蒸发速
电泳涂料用颜料
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1555次
电泳涂料用颜料电泳涂料以水作溶剂,树脂多数呈弱碱性或弱酸性,所以电泳涂料使用的颜料与溶剂性漆用的颜料有所不同,电泳涂料对颜料的要求高。不同的颜料(包括体质颜料)其物理性质如相对密度、酸碱性、极性及结晶形状等均不相同,因此,在电泳涂料的制造过程中,常因其物理性质的差异较大,即使强烈搅拌,也只能暂时分散在色浆中,长时间储存往往会出现沉淀、浮色等问题。故在制漆时选用的颜料、填料的种类应尽量少,不同的颜料其电沉积速度也不一样,因此,采用电泳涂料很难达到颜色的固定并保证色差符合要求。为了使多种颜料调制成电泳涂料的色浆均匀分散,常常在颜料浆中加人少量的表面活性剂进行表面处理,从而保证复色颜料体系有较稳定的分散性。1. 颜料在水中的稳定性和杂质
阴极电泳涂料的特性
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1229次
阴极电泳涂料的特性(1)阴极电泳涂料的泳透力比阳极电泳涂料高,通常是阳极电泳涂料的1.3〜1.5倍,这就使得阴极电泳在进行复杂工件内部(如汽车车身)涂装时,可以省略辅助电极,从而简化了电泳涂装工艺和材料消耗。(2) 阴极电泳涂料在电泳涂装时库仑效率较高,通常是阳极电泳的2〜3倍,可减少30%的耗电量。电泳设备所需冷冻机的容量也较小。(3) 阴极电泳涂料的耐碱性也比阳极电泳涂料高,从实验数据表明,阴极电泳涂膜比阳极电泳涂膜的耐碱性(5%NaOH溶液)通常局20~40倍。(4) 阴极电泳槽液比较稳定,容易控制,不易受杂质离子和微生物的影响而变质。虽然阴极电泳漆的价格较阳极电泳漆贵(国
电泳涂料的定义
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1184次
电泳涂料的定义电泳涂料是一种仅适用于电泳涂装法的专用水溶性(或水乳化型)涂料,在水中能离解为带电荷的水溶性成膜聚合物,并在直流电场的作用下,泳向相反电极(被涂面)在其表面上析出。电泳涂料所用的合成树脂能溶于水,是由于在高分子聚合物的分子链上含有一定数量的强亲水性基团,例如含有羧基、羟基、氨基、醚基、酰胺基等。但是这些极性基团与水混合时多数只能形成乳浊液,必须经过氨(或胺)或酸中和成盐,它们的羧酸盐或胺盐则可部分溶于水中,因而电泳涂料用的水溶性树脂多以中和成盐的形式而获得水溶性。根据电泳涂料所用大分子树脂带电荷性质的不同,电泳涂料分为阳极电泳涂料(阴离子电沉积)与阴极电泳涂料(阳离子电沉积)两种。(一)阳极电泳涂料含有羧基的高分子聚合物,经过氨或胺中和后形成羧酸盐,采用此类羧酸盐树脂
电泳涂装的局限性
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1119次
电泳涂装的局限性(1)电泳涂装仅适用于具有导电性的被涂物涂底漆,像木材、塑料、布等无导电性的物件不能采用电泳涂装方法;且当涂装的物体烘干后,用普通的电泳涂料不可能进行第二次电泳涂装(目前国外已开发二次电泳涂装工艺,汽车工业还未采用)。(1)由多种金属组合成的被涂物,如果电泳特性不一样,也不宜采用电泳涂装方法。(2)电泳涂料的颜色比较单一(目前应用广泛的颜色是黑色和灰色),对颜色有特殊要求的工件不宜采用电泳涂装。(3)小批量生产场合也不推荐采用电泳涂装,因工作液的更新速度太慢,工作液中的树脂变化和溶剂的组成变动大,会使工作液不稳定。
电泳涂装的优点
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1225次
电泳涂装的优点由于电泳涂装经济、环保,因而在今天竞争激烈的涂装市场上成为涂装厂家的首选。同其他涂装方法相比,电泳涂装具有明显的优势。主要优点列于表 表1-5电泳涂装的优点项目内容涂底漆工序可实现完全自动化,无人化从漆前处理到电泳底漆烘干有可能实现生产线化,适用于大量流水连续生产可得到均一的膜厚依靠调整电量容易得到均一目标的膜厚。靠选择电泳漆的品种和调整泳涂工艺参数,膜厚可控制在10〜SSjum范围内工件间和不同日期所沉积的漆膜(膜厚及性能)能重现与浸法不同,在烘干时缝隙间的涂膜不产生“溶落”现象泳透(力)性好,提高工件内腔的防腐性,尤其阴极电泳涂膜的耐腐蚀性好使喷涂、浸涂等涂装法涂装不到的部位和涂料难进人的部
阴极电泳涂装工艺与电镀工艺的相同点及其差异
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1516次
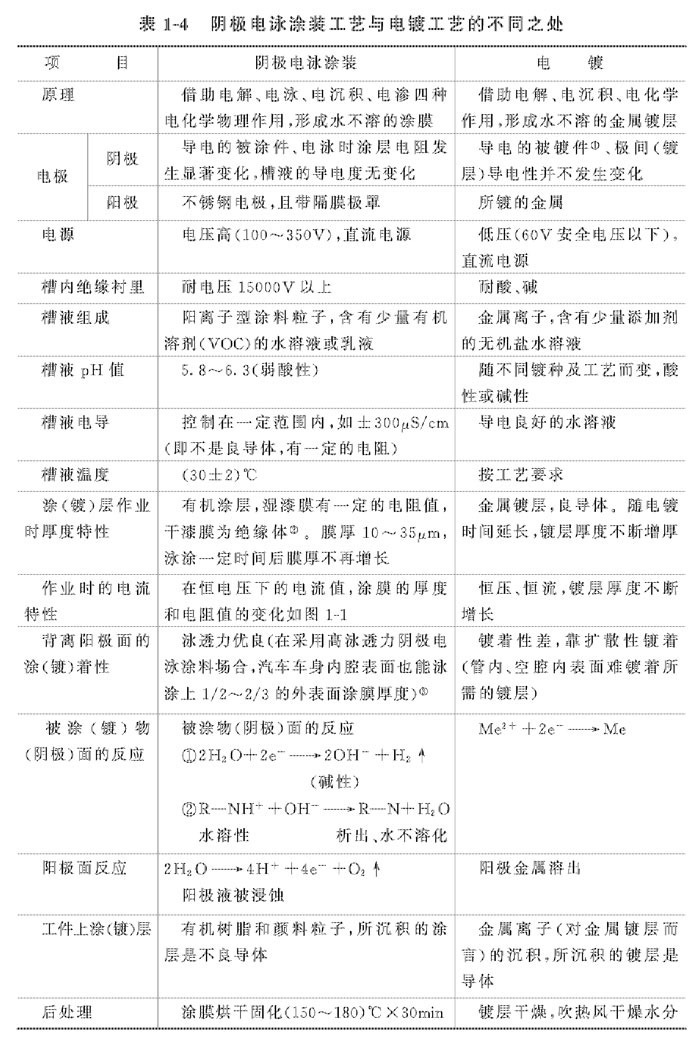
阴极电泳涂装工艺与电镀工艺的相同点及其差异阴极电泳涂装工艺与电镀工艺都是将具有导电性的被涂(镀)件浸渍在水性槽液中作为阴极,在槽中另设置与其相对应的阳极,在两极间通直流电,一定时间后在被涂(镀)件上析出水不溶的涂膜(镀层)。所以阴极电泳涂装工艺与电镀工艺的原理基本相似,但通过详细的对比,二者存在许多本质上的差异,参见表①塑料电镀:塑料件是不良导体,在电镀前采用化学方法(如银镜反应)镀上导电层再电镀上所需的金属镀层。② 在二次电泳涂装场合,首先泳涂上导电底漆,再泳涂第二层电泳漆。导电底漆的湿漆膜和干膜都具有导电性。③ 据报道,现今已开发成功超高泳透力阴极电泳涂料,在泳涂汽车车身场合能确保车身内外表面的涂膜厚度
阳极、阴极电泳涂装的不同点
发布 : 涂装助手 | 分类 : 电泳工艺 电泳原理 | 评论 : 0人 | 浏览 : 1398次
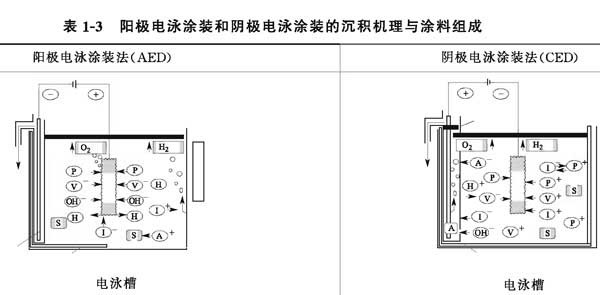
阳极、阴极电泳涂装的不同点最初获得工业应用的是阳极电泳涂装法,1963年成功地用于汽车车身涂装。在20世纪70年代伴随着汽车产量增加,“盐公害”(为防止冬季的滑车事故,撒布大量的融雪盐,造成的汽车的腐蚀问题),要求提高汽车的防腐蚀能力,开发了阴极电泳涂装。随后,防腐蚀能力高的阴极电泳涂装急速替换阳极电泳涂装,老涂装线由阳极电泳涂装法改成阴极电泳涂装法,新建的车身涂装线都采用阴极电泳涂装法。阳极电泳涂装法在汽车车身涂装中只有15年左右的历史。阳极电泳涂装和阴极电泳涂装的沉积机理与涂料组成不同点见表
行业排行
热门文章